ОСНОВНЫЕ ПОЛОЖЕНИЯ
ЕДИНОЙ СИСТЕМЫ ДОПУСКОВ И ПОСАДОК (ЕСДП)
НА ГЛАДКИЕ СОЕДИНЕНИЯ
План лекции
7.1 Интервал размеров
7.2 Единица допуска
7.3 Ряды допусков
7.4 Ряд основных отклонений
7.5 Образование полей допусков
7.6 Образование посадок в ЕСДП
7.7 Нормальная температура
Для
обеспечения взаимозаменяемости деталей
и изделий с наименьшими затратами
созданы системы допусков и посадок,
представляющие собой совокупность
рядов допусков и посадок, закономерно
построенных на основе опыта, теоретических
и научных исследований и оформленных
в виде национальных и международных
стандартов.
ЕСДП
была разработана на основе системы ИСО
(международной организации по
стандартизации). В нашей стране система
вошла в число действующих стандартов
в 1977 году, заменив систему ОСТ.
Диапазон номинальных
размеров от 0 до 10 000 мм. Область размеров
разбита на четыре диапазона:
— до 1 мм;
—
от 1 мм до 500 мм — наиболее распространенный;
— от 500 мм до 3150мм;
— от 3150 мм до 10 000
мм.
Общие
положения системы допусков и посадок,
а также ряды основных отклонений и
допусков предусмотрены в ГОСТ 25346-89.
Поля допусков и рекомендуемые посадки
для размеров от 1 до 3150 мм регламентируются
ГОСТ 25347 — 82.
Любая
система допусков и посадок строится по
определенным признакам, к которым
относятся:
— интервалы размеров;
— единица допуска;
— ряды допусков;
— ряды основных
отклонений;
— образование
посадок;
— нормальная
температура.
Рассмотрим некоторые
из этих признаков применительно к
наиболее распространенной системе,
охватывающей размеры от 1 до 500 мм.
7.1 Интервал размеров
Весь
диапазон номинальных размеров от 1 до
500 мм разбит на 13 основных интервалов:
— от 1 до 3 мм;
— свыше 3 до 6 мм;
— свыше 6 до 10 мм;
— свыше 10 до 18 мм;
— свыше 18 до 30 мм;
— свыше 30 до 50 мм;
— свыше 50 до 80 мм;
— свыше 80 до 120 мм;
— свыше 120 до 180 мм;
— свыше 180 до 250 мм;
— свыше 250 до 315 мм;
— свыше 315 до 400 мм;
— свыше 400 до 500 мм.
А
начиная с 10 мм, для посадок с большим
колебанием зазоров или натягов установлены
еще 2…3 промежуточных интервала.
7.2 Единица допуска I
Единица допуска
устанавливает закономерность изменения
допуска с изменением размера.
В пределах интервала
величина допуска остается постоянной.
И для квалитетов с 5 по 17 величина допуска
высчитывается по формуле:
IT
= a (0,45![]() + 0,001D),
+ 0,001D),
где
a
— коэффициент, зависящий от номера
квалитета точности. С увеличением номера
квалитета точности коэффициент a
увеличивается пропорционально величине
![]() = 1,6, то есть в 1.6 раза.
= 1,6, то есть в 1.6 раза.
Величина
(0,45![]()
+ 0,001D)
называется единицей допуска.
D
— среднегеометрическое значение размера
в интервале,
D
=
![]() ,
,
мм
Dmax
и Dmin
— граничные
значения размеров в интервале.
IT
— допуск в мкм.
7.3 Ряды допусков
Для
нормирования различных уровней точности
деталей, имеющих один номинальный
размер, установлено 20 рядов допусков,
называемых квалитетами.
Квалитеты обозначаются порядковым
номером, возрастающим с увеличением
допуска:
IT01;
IT0;
IT1;
IT2;…….IT17;
IT18,
где IT
— международный допуск.
ПРИМЕР:
IT8
— допуск ИСО
по 8 квалитету.
Квалитеты 01, 0, 1 устанавливают величины
допусков концевых мер длины, т.е.
регламентируют точность их изготовления.
Квалитеты 2…7
регламентируют точность калибров и
особо точных изделий.
Квалитеты 5…12
регламентируют точность сопрягаемых
размеров и размеров, входящих в размерные
цепи.
Квалитеты
12…17 регламентируют точность неответственных
несопрягаемых размеров, размеров в
грубых соединениях, а также размеры
заготовок.
18
квалитет нормирует точность размеров
деталей из пластмасс и древесины.
Чем выше номер
квалитета, тем больше допуск.
По своей организации ЕСДП представляет
собой набор полей допусков, которые
служат исходным материалом для образования
посадок. Каждое поле ЕСДП характеризуется
двумя параметрами, не связанными между
собой:
-
Величиной
допуска IT; -
Величиной
основного отклонения .
Величина
допуска IT
определяется номером квалитета и
номинальным размером (рис. 26).
Соседние файлы в папке МСС1
- #
- #
- #
- #
- #
- #
- #
- #
Сколько всего классов точности?
Классы точности Детали машин и их отдельные элементы изготовляются с различной степенью точности, в зависимости от назначения и характера соединения сопрягаемых поверхностей. В отечественном машиностроении приняты десять классов точности: 1-й, 2-й, 2a, 3-й, За, 4-й, 5-й, 7-й, 8-й и 9-й.1-й класс является (по точности) высшим.
- Наибольшее распространение в машиностроении имеют 2-й, 3-й и 4-й классы.
- Чем выше принят класс точности, тем выше стоимость изготавливаемой детали.
- Правильно выбранным классом точности следует считать наиболее грубый класс, обеспечивающий надёжную работу соединения.1- й класс точности.1-й класс точности применяется для особенно точных однородных посадок.
Основной метод окончательной обработки поверхностей: очень точная шлифовка для валов, многократное развёртывание для отверстий, притирка и прочие доводочные операции. В общем машиностроении 1-й класс точности применяется редко. Он находит применение при изготовлении шарикоподшипников и редко при их посадке на вал или в корпус, в некоторых специальных деталях пневматических машин, в соединениях точных измерительных приборов и механизмов.2- й класс точности.2-й класс точности применяется для изготовления важных и ответственных сопряжений, требующих однородности и взаимозаменяемости.
Основной вид изготовления: а) для валов—шлифование или тщательная обточка, б) для отверстий—шлифование или тщательная расточка, чистое развёртывание.2-й класс точности одновременно с 3-м, 4-м, 5-м классами в основном применяется: в станкостроении, авто-и тракторостроении,электромо- торостроении, общем машиностроении, производстве пневматических машин и др.
В общем машиностроении посадки 2-го класса являются наиболее распространёнными.2-й класс точности охватывает все указанные ранее виды посадок как для неподвижных, так и подвижных соединений. Рассмотрим эти посадки. Горячая посадка (Гр) применяется при необходимости получения прочного неподвижного соединения деталей, подверженных действию ударных или переменных нагрузок, или испытывающих в эксплоатации термические деформации, например: посадка бандажей на железнодорожные колёса, маховых колёс на шейки валов, венца червячного колеса на обод и т.п.
- При горячих посадках натяг сопрягаемых деталей уничтожается при сборке путём нагрева детали, имеющей отверстие, или путём охлаждения вала.
- Горячая посадка обеспечивает неподвижность и прочность деталей в соединении исключительно за счёт натяга.
- Прессовая посадка (Пр) применяется в случаях необходимости менее прочного и, следовательно, менее надёжного неподвижного соединения, с меньшим натягом, чем при горячей посадке.
Прессовая посадка может быть получена под прессом без нагрева. Эта посадка применяется при соединении, например, венца зубчатого колеса со ступицей, при посадке глухих втулок в корпуса подшипников, при посадке втулок в головки шатунов и т.д. В этих соединениях прочность прессового соединения достигается также за счёт натяга.
Что определяет квалитет точности?
Квалитет – это совокупностью допусков, имеющих единую степень точности. Параметр определяет качество изготовления компонентов, используется при расчете различных сборочных операций. Слово квалитет имеет латинское происхождение – Qualitas, что в переводе означает качество.
Какой самый точный квалитет?
Справочная информация Квалитет — мера точности (ряд допусков, класс точности, степень точности) — это совокупность допусков, соответствующих одному уровню точности для всех номинальных размеров. Каждому методу обработки соответствует определенный диапазон квалитетов точности размеров, степеней точности формы, параметров шероховатости поверхности Ra и глубины дефектного слоя.
Для черновых переходов обработки это в первую очередь связано с точностью исходной заготовки, для чистовых — с точностью выполнения предшествующих переходов обработки и с условиями осуществления данного перехода. Точность на каждом последующем переходе обработки данной элементарной поверхности обычно повышается на черновых переходах на один — три квалитета или одну — три ступени точности, на чистовых — на один — два квалитета точности размера или одну — две степени точности формы обрабатываемой поверхности.
Для деталей из чугуна, цветных сплавов размеры обрабатываемых поверхностей выдерживают на один квалитет, а отклонения формы — на одну степень точности выше, чем для деталей из стали, обрабатываемых в аналогичных условиях. Существует 19 квалитетов: 01; 0; 1; 2;.17,
- Самый точный 01, самый грубый 17,
- Каждому квалитету соответствует определенный допуск.
- Например: Для размера 10мм соотверствует: По 6 квалитету — допуск 0.009мм или 9мкм (микрометров или сокращенно микронов), по 8 квалитету — допуск 22мкм.
- Для размера 20мм соответсвует: По 6 квалитету — допуск 13мкм, По 8 квалитету — допуск 27мкм.
Чем больше номинальный размер, тем больше и допуск на него в каждом квалитете, ОСНОВНЫЕ ТРЕБОВАНИЯ, ДОПУСКИ ПРЕДСТАВЛЕНЫ СЛЕДУЮЩИМИ ДОКУМЕНТАМИ : Основные нормы взаимозаменяемости ГОСТ 24643-81, Допуски формы и расположения поверхностей. Числовые значения.
Название анг.: Basic norms of interchangeability. Tolerances of form and position of surfaces. Numerical values Описание документа: Настоящий стандарт распространяется на допуски формы и расположения поверхностей деталей машин и приборов и устанавливает числовые значения допусков. Основные нормы взаимозаменяемости ГОСТ 25346-89,
Единая система д опусков и посадок. Общие положения, ряды допусков и основных отклонений Название анг.: Basic norms of interchangeability. Unified system of tolerances and fits. General, series of tolerances and fundamental deviations Описание документа: Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
Что означает Квалитет?
Смотреть что такое «КВАЛИТЕТ» в других словарях: —
квалитет — а, м. qualité f., ит. qualita, лат. qualitas, > нем. Qualität.1. Свойство, качество. Сл.18. Качество, свойство, доброта; так же звание, достоинстов, чин, состояние.Ян.1804. Его чин чтоб был неточию муж великаго Исторический словарь галлицизмов русского языка КВАЛИТЕТ — (от лат. qualitas качество) характеристика точности изготовления изделия (детали), определяющая значения допусков. Для применяемой в России т.н. системы вал отверстие установлено 19 квалитетов. Первые 6 применяются для калибров и других особо Большой Энциклопедический словарь КВАЛИТЕТ — характеристика качества или точности изготовления изделия (детали); качество. Словарь иностранных слов. Комлев Н.Г., 2006 Словарь иностранных слов русского языка Квалитет — (немецкое Qualitat, от латинского qualitas качество), характеристика точности изготовления изделия (детали), определяющая значения допусков. В машиностроении установлено 19 квалитетов; первые 6 квалитетов применяются для калибров и других особо Иллюстрированный энциклопедический словарь Квалитет — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической Википедия квалитет — 3.3.3 квалитет (tolerance grade): Совокупность допусков в стандартизованной системе допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Источник Словарь-справочник терминов нормативно-технической документации квалитет — (от лат. qualitas качество), характеристика точности изготовления изделия (детали), определяющая значения допусков. Для применяемой в России так называемой системы «вал отверстие» установлено 19 квалитетов. Первые 6 применяются для калибров и Энциклопедический словарь Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Источник: ГОСТ 25346 89. Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и Официальная терминология КВАЛИТЕТ — (от лат. qualitas качество) хар ка точности изготовления изделия (детали), определяющая значения допусков на изготовление, а следовательно, и соответствующие методы и средства обработки и контроля. В применяемой в СССР для системы вал отверстие Большой энциклопедический политехнический словарь квалитет — квалит ет, а Русский орфографический словарь
Какой Квалитет стандарта ISO является более точным?
Квалитет — это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Стандарт предусматривает 19 квалитетов : 01; 0; 1; 2; 3; 4 17., по ISO — 20 квалитетов, есть еще 18 квалитет. Наивысшей точности соответствует 01 квалитет, низшей- 18 квалитет.
Какие Квалитеты используют в машиностроении?
Расчет системы посадок и допусков по квалитетам точности — Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров, В ЕСПД классы точности называют для удобства квалитетами.
- С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку.
- Всего насчитывают 19 квалитетов: от 01 до 17.
- Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров.
- Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
- После этого обозначения проставляется номер квалитета.
- При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы.
- Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты.
- IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями; • IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб; • 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
- IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
- 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях. • Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры.
Что определяет допуск?
Допуск (Т) размера — это разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т.е.
Что называется допуском?
Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами.
Сколько Квалитетов точности в Есдп?
ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, 18). Квалитеты от 01 до 5 предназначены преимущественно для калибров. Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C. Установлено 27 основных отклонений валов и 27 основных отклонений отверстий.
Для чего нужен класс точности?
Класс точности – это основная метрологическая характеристика прибора, определяющая допустимые значения основных и дополнительных погрешностей, влияющих на точность измерения. Погрешность может нормироваться, в частности, по отношению к:
результату измерения (по относительной погрешности), в этом случае, по ГОСТ 8.401-80 (взамен ГОСТ 13600-68), цифровое обозначение класса точности (в процентах) заключается в кружок. длине (верхнему пределу) шкалы прибора (по приведенной погрешности)
Для стрелочных приборов принято указывать класс точности, записываемый в виде числа, например, 1,5 или 2,5. Это число даёт максимально возможную погрешность прибора, выраженную в процентах от наибольшего значения величины, измеряемой в данном диапазоне работы прибора.
Например, для манометра ДМ 93-100-1-М, работающего в диапазоне измерений 0-10 кгс/см 2, класс точности 1,0 определяет, что указанная погрешность при положении стрелки в любом месте шкалы не превышает 0,1 кгс/см 2, Относительная погрешность результата зависит от значения измеряемого давления, становясь недопустимо высокой для малых давлений.
Конкретно в данном случае это означает, что таким манометром не следует пытаться измерить давление, меняющееся в диапазоне 0,01.0,2 кгс/см 2, точного результата не получить. Обычно цена наименьшего деления шкалы стрелочного прибора согласована с погрешностью самого прибора.
Если класс точности используемого прибора неизвестен, за погрешность прибора всегда принимают половину цены его наименьшего деления. Понятно, что при считывании показаний со шкалы нецелесообразно стараться определить доли деления, так как результат измерения от этого не станет точнее. У манометров, которые мы предлагаем, на цифеблатах нанесена круговая шкала в соответствии с ГОСТ 2405-88.
Пределы допускаемой приведённой основной погрешности выражены в процентах от дипапзона измерений: ±0,15%; ±0,25%; ±0,4%; ±0,6%; ±1%; ±1,5%; ±2,5%; ±4%. Класс точности выбирается из ряда 0,15; 0,25; 0,4; 0,6; 1; 1,5; 2,5; 4, в соответствии с пределами допускаемой приведённой основной погрешности.
- Класс точности у обычных технических показывающих манометров с диаметром шкалы 40; 50 мм, как правило, 2,5 или 4.
- У манометров с диаметром шкалы 60 (63) мм 1,5; 2,5 или 4.
- У манометров со шкалами 100 и 150 (160) мм класс точности 1,5 или, под заказ, 1.
- Классы точности 0,4; 0,6 характерны для манометров точных измерений, а 0,15; 0,25 – для манометров образцовых.
Исходя из вышеизложенного, можно ответить на вопрос «какой класс точности выше, 1 или 1,5?», что выше класс точности 1.
В чем измеряется класс точности?
Класс точности средств измерений
| Обозначение класса точности | Примечание | |
|---|---|---|
| 0,5 | Класс точности 0,5 | нормирующее значение выражено в единицах измеряемой величины |
| Класс точности 0,5 | нормирующее значение принято равным длине шкалы или её части | |
| Класс точности 0,5 | δ = Δ / х | |
| 0,02/0,01 | Класс точности 0,02/0,01 | δ = ± |
Как определить класс точности?
Что такое класс точности манометра, и как его определить — Класс точности манометра является одной из основных величин, характеризующих прибор. Это процентное выражение максимально допустимая погрешность измерителя, приведенная к его диапазону измерений.
- Абсолютная погрешность представляет собой величину, которая характеризует отклонение показаний измерительного прибора от действительного значения давления.
- Также выделяют основную допустимую погрешность, которая представляет собой процентное выражение абсолютного допустимого значения отклонения от номинального значения.
Именно с этой величиной связан класс точности. Существует два типа измерителей давления — рабочие и образцовые. Рабочие применяются для практического измерения давления в трубопроводах и оборудовании. Образцовые — специальные измерители, которые служат для поверки показаний рабочих приборов и позволяют оценить степень их отклонения.
0,15; 0,25; 0,4; 0,6; 1,0; 1,5; 2,5; 4,0.
Таким образом, этот показатель имеет прямую зависимость с погрешностью. Чем он ниже, тем ниже максимальное отклонение, которое может давать измеритель давления, и наоборот. Соответственно, от этого параметра зависит, насколько точными являются показания измерителя.
- Высокое значение указывает на меньшую точность измерений, а низкое соответствует повышенной точности.
- Чем ниже значение класса точности, тем более высокой является цена устройства.
- Узнать этот параметр достаточно просто.
- Он указан на шкале в виде числового значения, перед которым размещаются литеры KL или CL.
Значение указывается ниже последнего деления шкалы. Указанная на приборе величина является номинальной. Чтобы определить фактический класс точности, нужно выполнить поверку и рассчитать его. Для этого проводят несколько измерений давления образцовым и рабочим манометром.
Что такое посадки?
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Какие Квалитеты используются для ответственных соединений в общем машиностроении?
Расчет системы посадок и допусков по квалитетам точности — Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров, В ЕСПД классы точности называют для удобства квалитетами.
С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку. Всего насчитывают 19 квалитетов: от 01 до 17. Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров. Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
После этого обозначения проставляется номер квалитета. При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы. Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты. • IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями; • IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб; • 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
- IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
- 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях. • Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры.
Что такое посадки в системе вала?
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (черт.
Что такое система допусков и посадок?
Система отверстия, — Чтобы осуществить нужную посадку, т.е. получить нужный зазор или натяг между валом и отверстием, можно назначить больший или меньший размер вала, оставляя размер отверстия неизменным. Если диаметр вала будет больше диаметра отверстия, получим натяг (неподвижную посадку); если диаметр вала будет меньше, получим зазор (свободную посадку).
- Следовательно, оставляя для данного номинального диаметра предельные размеры отверстия одинаковыми при всех посадках одного и того же класса точности, осуществляем необходимую посадку за счет увеличения или уменьшения размеров вала, т.е.
- Осуществляем зазор или натяг.
- Такая система постоянного размера отверстия и изменяющегося размера вала называется системой отверстия.
На рис.5а схематически показано, при каких посадках получаются зазоры, а при каких — натяги по системе отверстия.  При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А 1 ; А ; А 3 ; А 4 и т.д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н 2а ; Х 3 ; Ш 4 ; Л 5 и т.д.
При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А 1 ; А ; А 3 ; А 4 и т.д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н 2а ; Х 3 ; Ш 4 ; Л 5 и т.д.
Содержание страницы
- 1. Основные термины и определения
- 2. Основные отклонения
- 3. Классы допусков
- 3.1. Нанесение предельных отклонений размеров и обозначение классов допусков на чертежах
- 3.2. Выбор классов допусков
- 4. Посадки
- 4.1. Образование посадок
- 4.2. Посадки в системе отверстия и вала
- 4.3. Обозначения посадок
- 4.4. Применение внесистемных и системных посадок
- 4.5. Назначение посадок и квалитетов
- 4.6. Примеры использования посадок
- 4.7. Области ориентировочного применения квалитетов
- 5. Классы допусков и посадки соединений деталей из пластмасс
1. Основные термины и определения
Основные термины и определения, относящиеся к системе допусков на линейные размеры, установлены в стандарте ГОСТ 25346-2013 (ISO 286-1: 2010).
Размерный элемент – геометрическая форма, определяемая линейным или угловым размером. Размерными элементами могут быть цилиндр, сфера, две параллельные плоскости, конус, призма.
Номинальный размер (D, d) – это размер геометрического элемента идеальной формы, определенной чертежом. Номинальный размер используют для расчета предельных размеров.
Реальная поверхность детали – совокупность физически существующих геометрических элементов, которые отделяют всю деталь от окружающей среды.
Действительный размер – размер, установленный измерением с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Эти размеры имеют название – верхний предельный размер (Dmax, dmax) и нижний предельный размер (Dmin, dmin). Предельные размеры могут быть больше или меньше номинального размера, один из предельных размеров может быть равен номинальному.
Предельное отклонение – алгебраическая разность между одним из предельных размеров и номинальным.
Верхнее предельное отклонение:
для отверстия: ES = Dmax − D, (1)
для вала: es = dmax − d. (2)
Нижнее предельное отклонение:
для отверстия: EI = Dmin − D, (3)
для вала: ei = dmin − d. (4)
Допуск – это разность между верхним и нижним предельными размерами или между верхним и нижним предельными отклонениями:
допуск отверстия:
TD = Dmax– Dmin = ES − EI, (5)
допуск вала:
Td = dmax – dmin = es – ei. (6)
Интервал допуска – совокупность значений размера между пределами допуска, включая эти пределы. Он определяется значением допуска и его расположением относительно номинального размера. Пределы допуска могут располагаться по одну или по обе стороны относительно номинального размера. На графическом изображении интервалов допусков (рис. 1) номинальному размеру соответствует нулевая линия, которая обычно располагается горизонтально.
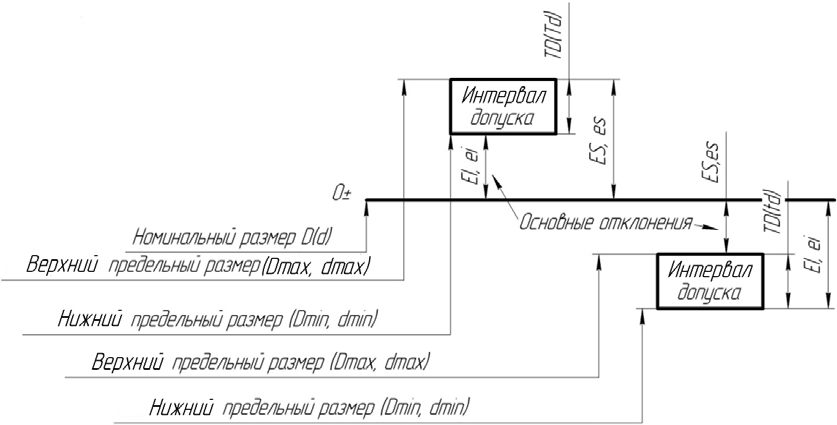
Рисунок 1 – Графическое изображение интервалов допусков
Основное отклонение – предельное отклонение, определяющее расположение интервала допуска относительно номинального размера. Основным является то из предельных отклонений, которое соответствует предельному размеру, ближайшему к номинальному (рис. 1).
2. Основные отклонения
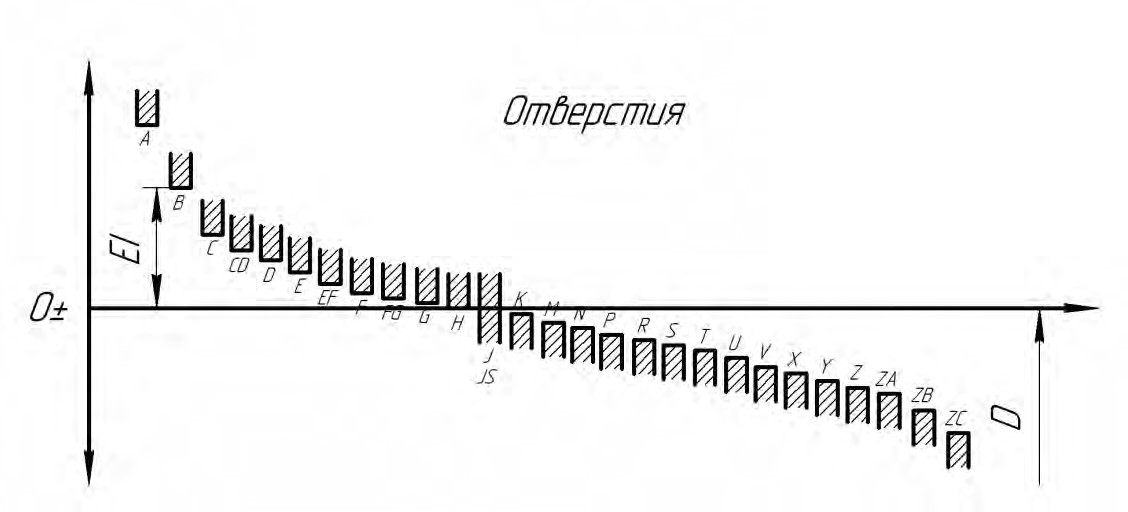
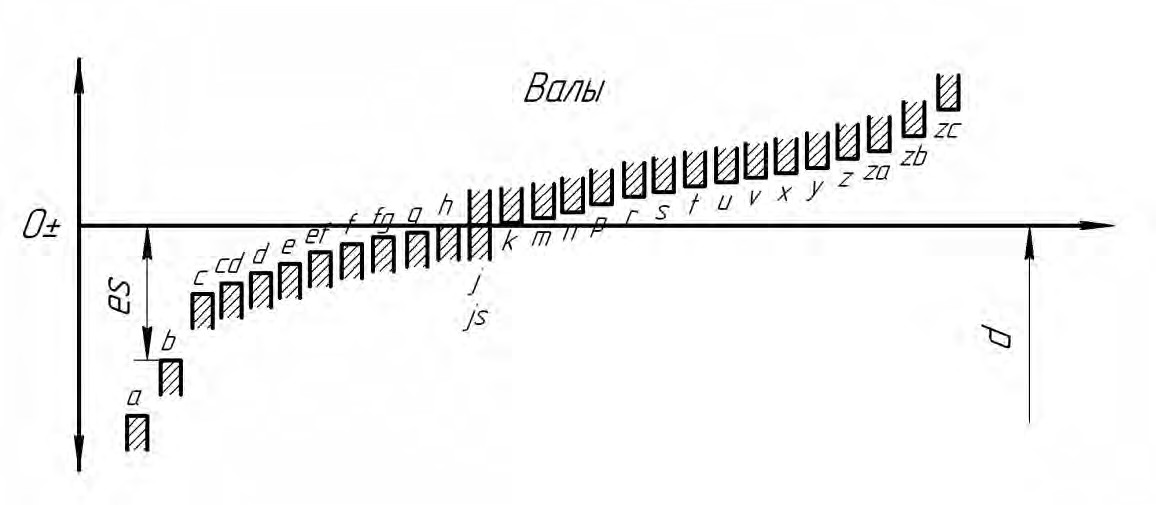
Основные отклонения стандартизованы (ГОСТ 25346-2013). Предусмотрено по 27 вариантов основных отклонений для валов и отверстий. Каждому из основных отклонений соответствует определенный уровень относительно номинального размера (на схемах – относительно нулевой линии), от которого должен начинаться интервал допуска (рис. 2).
Значения основных отклонений, как правило, независимы от допусков. Каждое расположение основного отклонения обозначается латинской буквой – малой для валов и большой для отверстий. Для дополнительных отклонений, введенных в систему ISO, обозначение состоит из двух букв. Это либо отклонения, занимающие промежуточное положение между двумя соседними отклонениями (cd, ef, fg), либо отклонения, располагающиеся за отклонением z (za, zb, zc).
Ряды основных отклонений для отверстий и валов построены на основе правил – общего и специального. Согласно общему правилу, основные отклонения отверстий равны по значению и противоположны по знаку основным отклонениям валов. Например, основные отклонения EI для отверстий от A до H и основные отклонения es для валов от a до h равны по модулю. Для построения некоторых основных отклонений отверстий применяется специальное правило.
а)
б)
Рисунок 2 – Схемы расположения основных отклонений отверстий (а) и валов (б)
Буквой h обозначается верхнее отклонение вала, равное нулю; буквой H – нижнее отклонение отверстия, равное нулю. Буквами js, JS обозначаются симметричные расположения интервалов допусков вала и отверстия относительно нулевой линии.
3. Классы допусков
Квалитетом называют группу допусков на линейные размеры, характеризующуюся общим обозначением. Квалитеты являются критериями относительной точности. Установлено 20 квалитетов, которые обозначаются: IT01, IT0, IT1, …, IT18. Самые точные квалитеты IT01 и IT0 введены дополнительно к основным системным квалитетам IT1…IT18.
Классом допуска называют сочетание основного отклонения и квалитета.
Запись, включающая номинальный размер и класс допуска, содержит информацию о значении допуска и положении интервала допуска относительно номинального размера. Значение допуска зависит от номера квалитета и номинального размера.
Единица допуска – это мера точности, устанавливающая соотношение между величиной допуска и номинальным размером, а также учитывающая влияние технологических, метрологических, конструктивных параметров. Зависимость между единицей допуска и линейным размером установлена экспериментально и для размеров до 500 мм имеет вид:
![]() (7)
(7)
где D – среднее геометрическое из крайних значений интервалов номинальных размеров, мм.
Величина допуска вычисляется по формуле:
T = a ∙ i, (8)
где a – количество единиц допуска, строго постоянное для каждого квалитета (табл. 1).
Для квалитетов IT6 и грубее количество единиц допуска возрастает в геометрической последовательности со знаменателем 1,6. Через каждые 5 квалитетов количество единиц допуска увеличивается в 10 раз.
Таблица 1 – Соответствия между квалитетами и количеством единиц допуска
| IT | 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| a | 1 | 1,4 | 2 | 2,7 | 3,7 | 5,1 | 7 | 10 | 16 | 25 |
| IT | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| a | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 | 1600 | 2500 |
При известных численных значениях номинального диаметра, основного отклонения и допуска можно определить второе отклонение, ограничивающее интервал допуска (рис. 3)
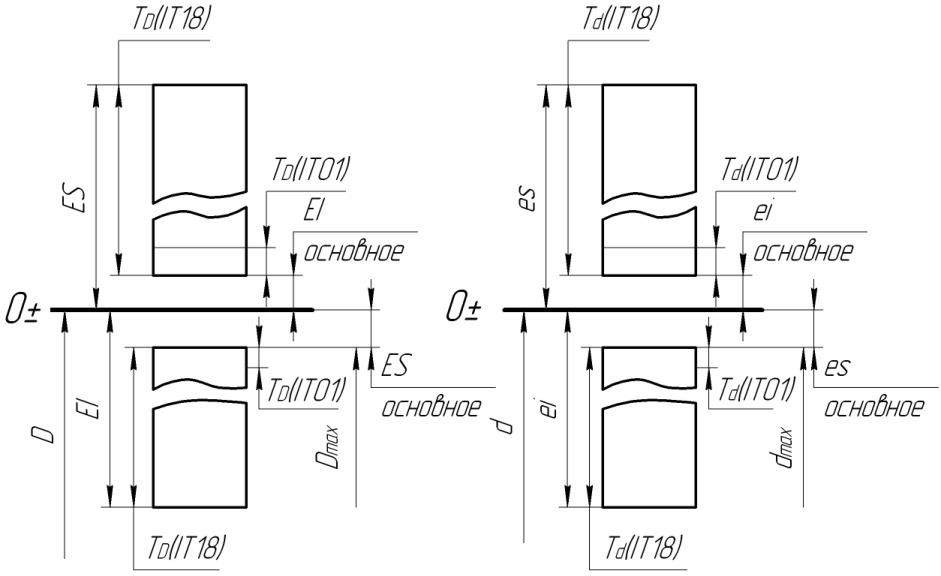
а) б)
Рисунок 3 – Схемы образования интервалов допусков для отверстия (а) и вала (б)
Для тех классов допусков, у которых основным является нижнее отклонение, верхнее отклонение вычисляется по формулам:
для отверстия ES = EI + TD, (9)
для вала es = ei + Td. (10)
Если основное отклонение верхнее, то нижнее отклонение:
для отверстия EI = ES − TD, (11)
для вала ei = es − Td.(12)
На базе одного номинального размера и основного отклонения возможно рассчитать по 20 классов допусков для отверстия и вала (по количеству квалитетов).
3.1. Нанесение предельных отклонений размеров и обозначение классов допусков на чертежах
При нанесении предельных отклонений размеров на чертежах необходимо руководствоваться следующими указаниями.
Для всех размеров, нанесенных на чертежах, должны быть указаны предельные отклонения. Линейные размеры и предельные отклонения на чертежах указывают в миллиметрах без обозначения единиц измерения. Предельные отклонения размеров указывают непосредственно после номинальных размеров. Предельные отклонения размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а указывать в виде общей записи в технических требованиях чертежа.
Предельные отклонения указывают шрифтом с уменьшенной высотой цифр, верхнее отклонение указывают над нижним (рис. 4 а).
Отклонение, равное нулю, не указывают (рис. 4 б).
Для симметричных интервалов допусков отклонение указывают один раз (рис. 4, в), при этом высота цифр, определяющих отклонения, должна быть равна высоте шрифта номинального размера.
Такой способ указания отклонений рекомендуется для размеров, проверка которых может быть осуществлена показывающими приборами.
Класс допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета, при этом указывают значение номинального размера элемента, например: ∅40g6, ∅40Н7.
Такой способ обозначения рекомендуется для размеров, контроль которых может быть осуществлен предельными калибрами.
Смешанный способ обозначения классов допусков предполагает указание условными обозначениями и числовыми значениями предельных отклонений (рис. 5).
Применение смешанного способа рекомендуется тогда, когда неизвестно, какими средствами будет контролироваться размер – предельными калибрами или приборами.
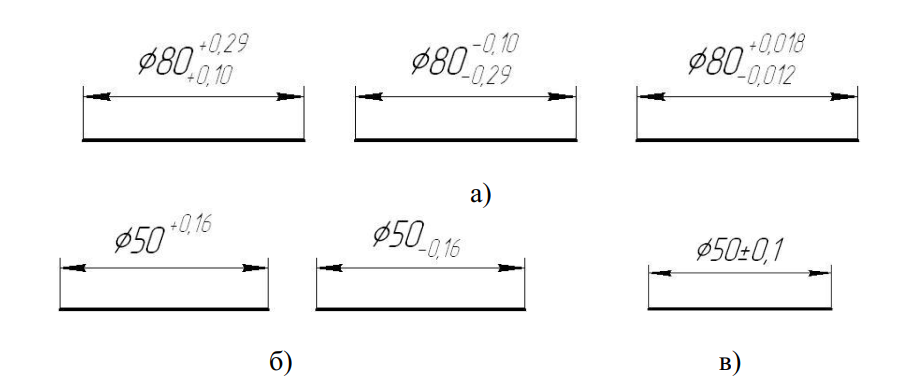
Рисунок 4 – Указание предельных отклонений размеров: а – верхнего и нижнего; б – нулевого; в – симметричных

Рисунок 5 – Обозначения классов допусков смешанным способом
Общие допуски на размеры элементов, которые не указаны непосредственно у размера, нормируются в соответствии с ГОСТ 30893.1- 2002.
Общие допуски установлены по четырем классам точности:
- точный f,
- средний m,
- грубый c,
- очень грубый v.
Между классами точности общих допусков и квалитетами существуют примерные соотношения:
- точный f соответствует IT12,
- средний m – IT14,
- грубый c – IT15…IT16,
- очень грубый v – IT17.
Указание общих допусков должно содержать номер стандарта и буквенное обозначение класса точности. Например, для класса точности средний: «Общие допуски по ГОСТ 30893.1 – m» или «ГОСТ 30893.1 – m».
Обозначение указывают на чертеже в составе технических требований в правом нижнем углу листа, над основной надписью.
3.2. Выбор классов допусков
В стандарте ГОСТ 25347-2013 приведены перечни сформированных в соответствии с рассмотренной системой классов допусков. Для номинальных размеров из диапазона до 500 мм эти перечни содержат 203 класса допусков для отверстий и 204 класса допусков для валов. Для этих классов допусков приведены таблицы с указанными в них стандартными значениями предельных отклонений. Данные классы допусков называют специальными или классами допусков широкого выбора.
В стандарте ГОСТ 25346-2013 из перечней специальных классов допусков отобраны классы допусков общего применения. Выделено 45 классов допусков общего применения для отверстий и 50 классов допусков общего применения для валов (рис. 6).
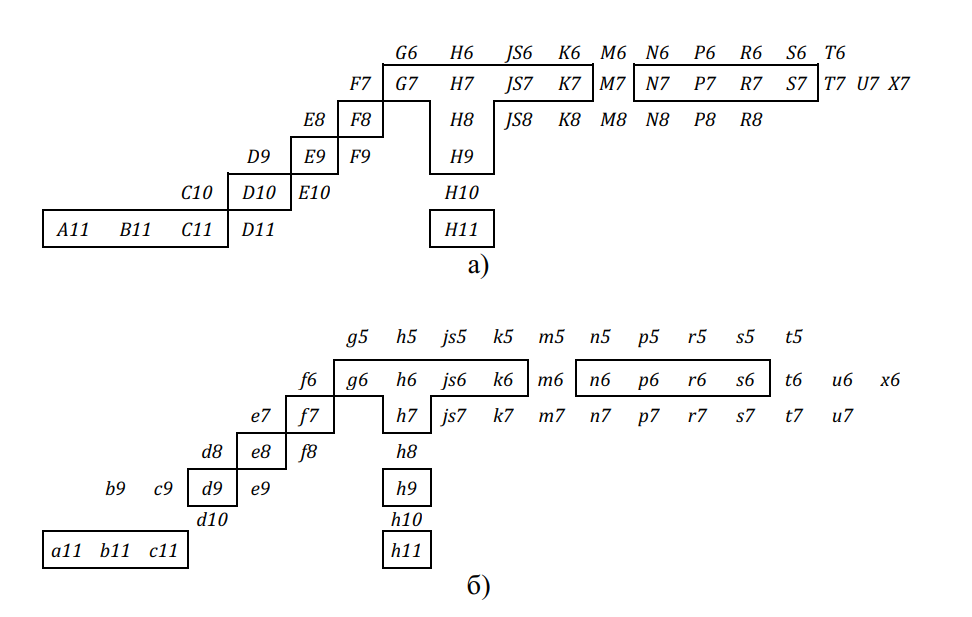
Рисунок 6 – Классы допусков общего применения и предпочтительные классы допусков: а – отверстий, б – валов
В свою очередь, из классов допусков общего применения отобраны предпочтительные классы допусков, которые необходимо применять в первую очередь. Отобрано по 17 предпочтительных классов допусков для отверстий и валов. На рис. 6 предпочтительные классы допусков обведены в рамку.
Практика показывает, что на основе предпочтительных классов допусков можно до 90-95% обеспечить потребность в посадках, максимально унифицировать изделия и сократить номенклатуру размерных инструментов и калибров.
4. Посадки
4.1. Образование посадок
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – размер, общий для отверстия и вала, составляющих соединение.
Зазор (S) – разность между размерами отверстия и вала до сборки, когда размер отверстия больше размера вала.
Натяг (N) – разность между размерами вала и отверстия до сборки, когда размер вала больше размера отверстия.
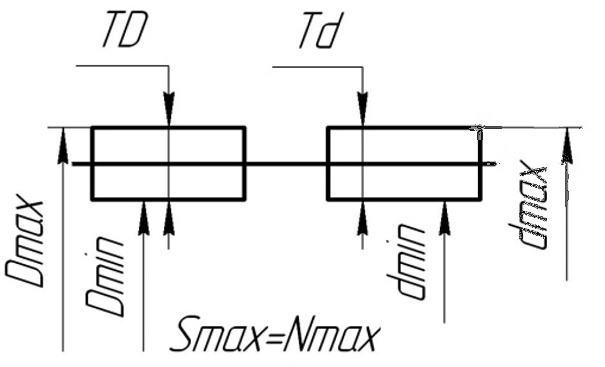
Посадка с зазором – посадка, при которой в соединении всегда образуется зазор, т.е. нижний предельный размер отверстия Dmin больше верхнего предельного размера вала dmax. При графическом изображении (рис. 7 а) интервал допуска отверстия расположен над интервалом допуска вала.
Наибольший Smax (наименьший Smin) зазор равен разности предельных размеров отверстия и вала:
Smax = Dmax − dmin = ES − ei, (13)
Smin = Dmin − dmax = EI − es. (14)
Посадка с натягом – посадка, при которой в соединении всегда образуется натяг, т.е. нижний предельный размер вала dmin больше верхнего предельного размера отверстия Dmax. При графическом изображении интервал допуска вала располагается над интервалом допуска отверстия (рис. 7 б).
Наибольший Nmax (наименьший Nmin) натяг равен разности предельных размеров вала и отверстия:
Nmax = dmax − Dmin = es − EI, (15)
Nmin = dmin − Dmax = ei − ES. (16)
Переходная посадка – посадка, при которой в соединении возможно образование зазора или натяга в зависимости от действительных размеров сопрягаемых деталей. При графическом изображении интервалы допусков могут перекрываться полностью (рис. 7 в) или частично (рис. 7 г, д). При частичном перекрытии интервалов допусков в сопряжении могут преобладать посадки с зазором (рис. 7, г) или с натягом (рис. 7, д).
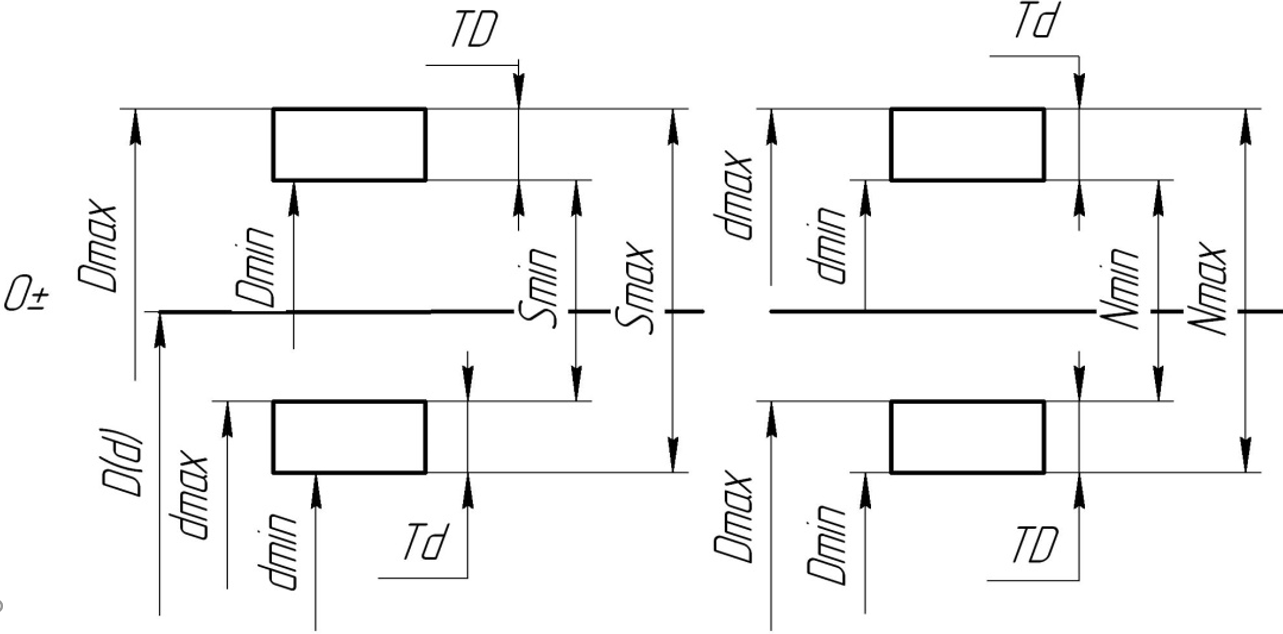
а) б)
в)
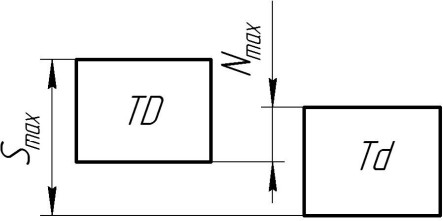
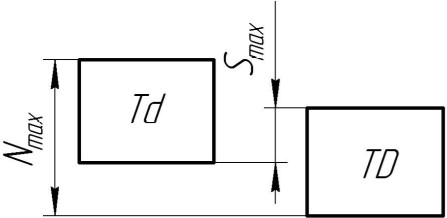
г) д)
Рисунок 7 – Схемы образования внесистемных посадок: а – с зазором; б – с натягом; в, г, д – переходных
Диапазон посадки – это арифметическая сумма допусков отверстия и вала, образующих соединение. Диапазон посадки характеризует ее точность.
Для посадки c зазором и посадки с натягом диапазон равен разности предельных значений зазора или натяга:
TS = Smax − Smin = TD + Td, (17)
TN = Nmax − Nmin = TD + Td.(18)
Диапазон переходной посадки равен сумме наибольшего предельного натяга и наибольшего предельного зазора:
TS(N) = Nmax + Smax = TD + Td. (19)
4.2. Посадки в системе отверстия и вала
Для унификации деталей и инструментов наиболее рациональным является такой способ образования посадок, когда одна деталь (отверстие или вал) в различных посадках имеет постоянное расположение интервала допуска, а требуемый характер посадки обеспечивается подбором расположения интервала допуска другой сопрягаемой детали.
Деталь, имеющая постоянное расположение интервала допуска, является базовой в системе образования посадок. В качестве базовых элементов принимают основные отверстия и основные валы, у которых основные отклонения равны нулю, т.е. нижний предельный размер отверстия и верхний предельный размер вала равны номинальному.
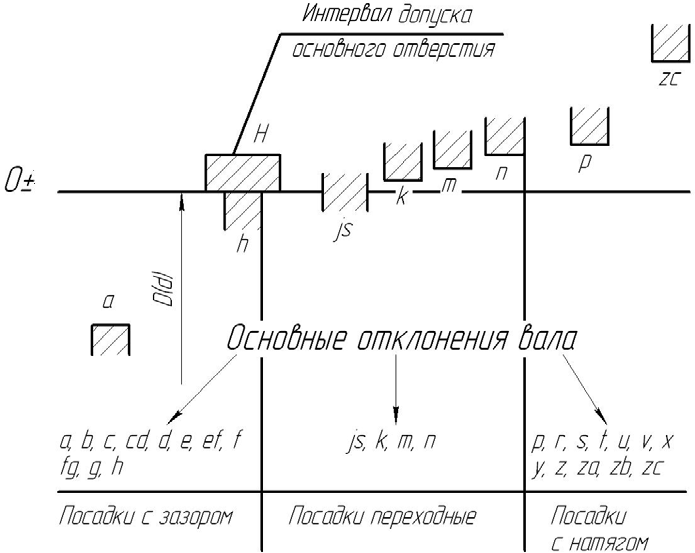
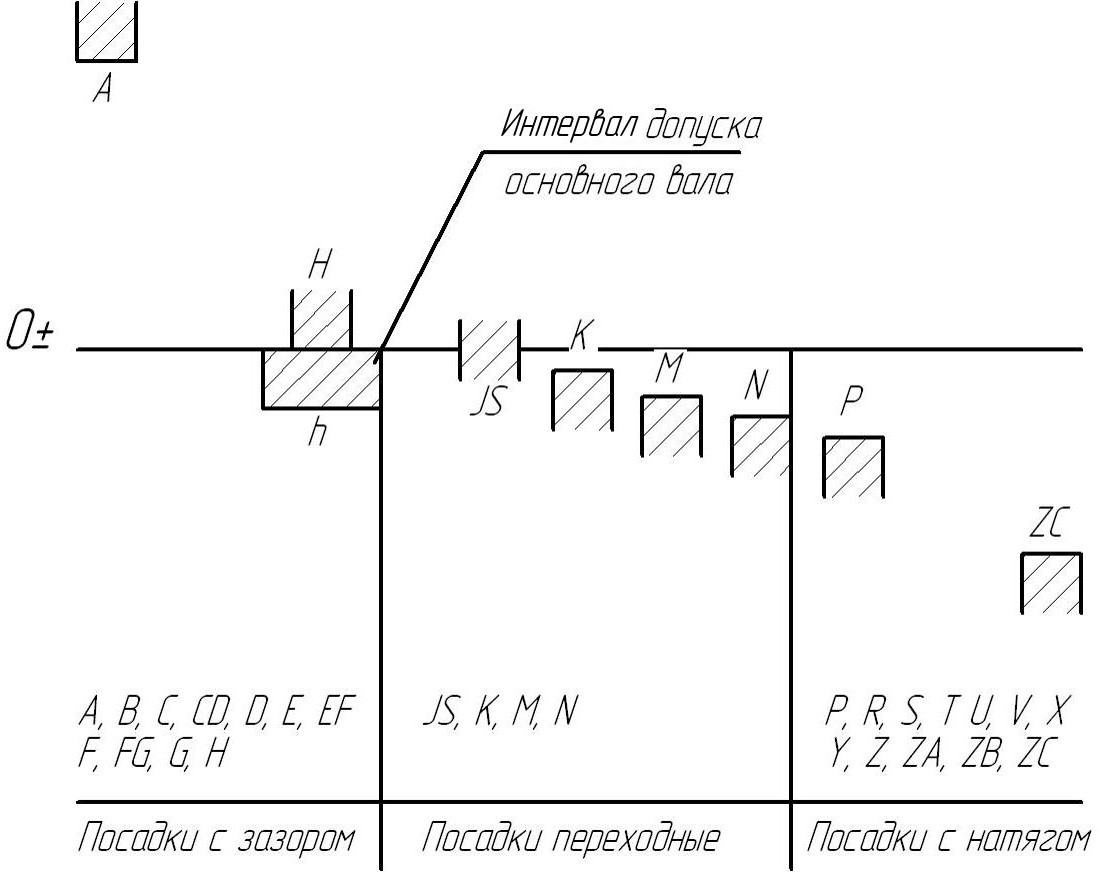
Посадки в системе отверстия – посадки, у которых требуемый зазор или натяг получают сочетанием различных классов допусков валов с классом допуска основного отверстия (рис. 8 а).
Интервалы допусков валов, образованные на базе основных отклонений от a до h (a, b, c, cd, d, e, ef, f, fg, g, h), будут расположены ниже интервала допуска основного отверстия, т.е. размеры валов меньше минимального размера отверстия, а значит, в сопряжении будет только зазор.
Интервалы допусков валов, образованные на базе основных отклонений от js до n (js, k, m, n), будут частично перекрываться с интервалом допуска отверстия, а значит, в сопряжении возможен и зазор, и натяг в зависимости от действительных размеров сопрягаемых деталей.
Интервалы допусков валов, образованные на базе основных отклонений от p до zc (p, r, s, t, u, v, x, y, z, za, zb, zc), будут расположены выше интервала допуска основного отверстия, т.е. размеры валов будут превышать размеры верхнего предельного размера основного отверстия, а значит, в сопряжении будет только натяг.
Посадки в системе вала – посадки, у которых требуемый зазор или натяг получают сочетанием различных классов допусков отверстий с классом допуска основного вала (рис. 8 б).
а)
б)
Рисунок 8 – Схемы образования посадок: а – в системе отверстия, б – в системе вала
Характер относительного положения интервалов допусков в системах отверстия и вала одинаков, значит, наличие зазора или натяга в сопряжении определяется только основными отклонениями и не зависят от системы. При этом, одноименные основные отклонения вала и отверстия образуют в обеих системах одинаковые посадки, т.е. отклонения A– H (a– h) образуют посадки с зазором, JS– N (js– n) – переходные и – ZC (p– zc) – посадки с натягом.
4.3. Обозначения посадок
Обозначение посадки на сборочном чертеже оформляется в виде дроби. Перед дробью указывают номинальный размер сопряжения. В числителе дроби указывают класс допуска отверстия, в знаменателе – класс допуска вала, например:
В текстовой части удобно обозначения посадок указывать в следующем виде: Ø80 K7/k6, Ø80 H7/f6, Ø80 7/h6.
Классы допусков отверстия и вала в посадке могут быть выполнены с одинаковой точностью (H8/e8, 9/h9) или с различной точностью. Как правило, более точно выполняется класс допуска вала. Посадки при точности размеров вала и отверстия с 4-го по 7-й квалитет рекомендуется образовывать путем сопряжения отверстия на квалитет грубее, чем вал (H7/g6, H7/js6, N7/h6).
4.4. Применение внесистемных и системных посадок
Внесистемные посадки, у которых ни одна из деталей не является основной, применяются крайне редко. Например, внесистемные посадки
8/js7, D9/f7, 10/js7, 10/d9, D9/f8, D9/e8, 10/f8
применяются в шлицевых прямобочных соединениях.
Системные посадки – в системе вала и в системе отверстия – находят применение, но в разной степени. Наиболее широко применяется система отверстия, поскольку вал является более технологичным элементом по сравнению с отверстием. Требуемый зазор или натяг проще обеспечить в соединении путем обработки наружных поверхностей валов, чем внутренних поверхностей отверстия.
Система вала применяется в конструкции машин и механизмов, когда деталь может быть изготовлена из прутковых калиброванных заготовок, без обработки сопрягаемых поверхностей. Например, в системе вала образованы посадки по ширине призматических шпонок в пазы на валах и во втулках.
На участках валов одного номинального размера, но сопрягаемых по разным посадкам (рис. 9 а), сопряжение поршня двигателя с поршневым пальцем требует весьма высокой точности, отличается резко переменными нагрузками, разборке подвергается крайне редко. Для таких условий назначается посадка N6/h5 в системе вала. Сопряжение поршневого пальца с втулкой шатуна требует подвижного соединения высокой точности. Это условие соблюдается при назначении посадки H6/h5, в которой минимальный зазор равен нулю.
В этом случае применение системы вала оправдано конструктивными соображениями. Одна и та же деталь — поршневой палец, сопрягается по двум посадкам. При образовании посадок в системе вала поршневой палец представляет гладкий цилиндр (рис. 9 б). При назначении посадок в системе отверстия поршневой палец представлял бы собой ступенчатый стержень (рис. 9 в).
Система вала также применяется в случае использования стандартных деталей, например, в соединениях подшипников качения по наружному кольцу с отверстием в корпусе.
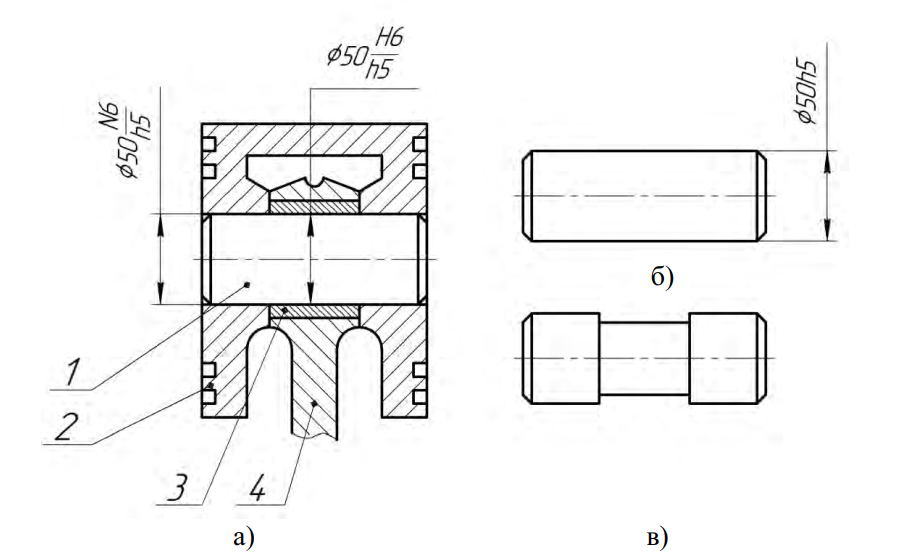
Рисунок 9 – Конструктивная схема применения системы вала: а – эскиз сборочной единицы; б – поршневой палец в системе вала; в – вид поршневого пальца при назначении посадок в системе отверстия; 1 – поршневой палец; 2 – поршень; 3 – втулка; 4 – шатун
4.5. Назначение посадок и квалитетов
Существует три способа назначения посадок и квалитетов: способ аналогов, способ подобия и расчётный.
Способ аналогов – заключается в том, что конструктор отыскивает в однотипных машинах, находящихся в эксплуатации, узел аналогичный проектируемому и назначает посадку. Сложность способа заключается в оценке и сопоставлении условий работы проектируемого узла и аналога.
Способ подобия – основан на классификации деталей и узлов машин по конструктивному и эксплуатационному признакам. Посадки назначаются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком способа является отсутствие точных количественных оценок условий работы сопряжений.
Расчётный способ выполняется для посадок с зазором наиболее ответственных деталей вращения: подшипников скольжения двигателей, станков, турбин, компрессоров, а также для возвратно-поступательного движения поршней, пружинных пар и т.д. Расчеты основаны на использовании теории гидродинамической смазки и сводятся к расчёту минимального и максимального зазора.
При расчёте посадок с натягом определяют минимально необходимый натяг, обеспечивающий прочность соединения в условиях максимально возможного нагружения и максимально возможный натяг, определяемый прочностью деталей.
Расчёт переходных посадок сводится к определению средневероятного значения натяга или зазора и ожидаемого процента получения соединений с натягом или зазором при заданных условиях производства.
Для предпочтительного применения в ГОСТ 25346-2013 выделено небольшое количество посадок (табл. 2, 3). По экономическим соображениям, в первую очередь следует выбирать те из посадок, которые заключены в рамки.
Таблица 2 – Предпочтительные посадки в системе отверстия
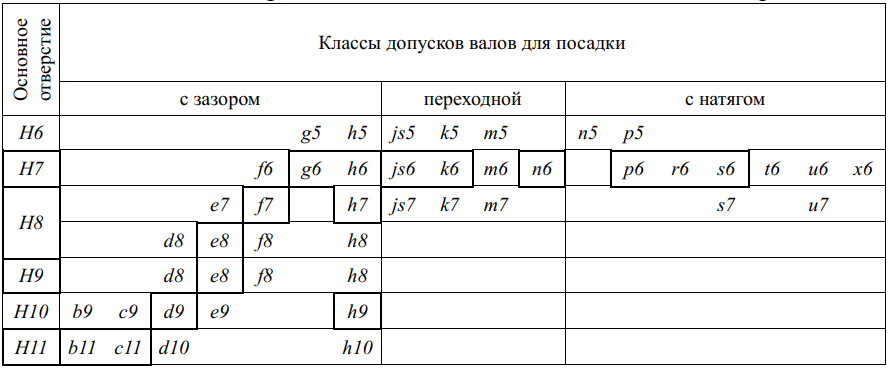
Таблица 3 – Предпочтительные посадки в системе вала
4.6. Примеры использования посадок
Посадки с зазором
Посадки H7/g6, H7/g5 имеют малый гарантированный зазор, что обеспечивает хорошее центрирование деталей и отсутствие ударов при перемене нагрузки. При хорошей смазке посадки применяют для сопряжения шейки коленчатого вала с шатуном в поршневом двигателе, вала ротора турбины и шпинделей станков, клапанов.
Посадки H7/f7, H7/f6 применяют для соединения деталей, которые работают в основном при умеренных и постоянных скоростях и при безударной нагрузке (например, вращающиеся в подшипниках валы и шпиндели).
Посадки H8/e8, H8/e7, H7/e8 имеют относительно большие зазоры и применяются для подвижных соединений при большой длине втулки и частоте вращения 1000 мин-1 (например, цапф валов с втулками, подшипников в центробежных насосах, в приводах шлифовальных станков и турбогенераторах, валов холостых шкивов и свободно вращающихся колес).
Посадки H8/d9, H9/d9 характеризуются относительно большими зазорами и применяются для соединения деталей, работающих с большими скоростями, когда по условиям работы деталей допускается неточное центрирование (например, в сельскохозяйственных, дорожных и других машинах).
Посадка H7/c8 применяется для деталей, работающих при высокой температуре (например, в тепловых двигателях).
Переходные посадки
Посадки H/js, JS/h образуют преимущественно зазор. Вероятность получения натяга 0,5… 5%.
Посадки H/k, K/h характеризуются увеличением количества сопряжений с натягом. Вероятность получения натяга составляет 24…68%. Посадки обеспечивают хорошее центрирование. Сборка и разборка проводится при незначительных усилиях, например, при помощи молотков. Посадки H/n, N/h обеспечивают преимущественно в сопряжении натяг, вероятность которого составляет 88…100%. Сборка и разборка осуществляется при значительных усилиях с применением прессов.
Посадки с натягом
Посадки H7/p6, 7/h6 характеризуются минимальным гарантированным натягом. Применяются в тех случаях, когда крутящие моменты или осевые силы малы; для соединения тонкостенных деталей.
Посадки H7/r6, H7/s6 характеризуются умеренными гарантированными натягами, обеспечивающими передачу нагрузок средней величины. Сборка соединений возможна под прессом в холодном состоянии, а также способом термических деформаций.
4.7. Области ориентировочного применения квалитетов
Квалитеты 4-й и 5-й применяются сравнительно редко. В особо точных соединениях, требующих высокой однородности зазора или натяга (приборные подшипники в корпусах и на валах, высокоточные зубчатые колеса на валах и оправках в измерительных приборах).
Квалитеты 6-й и 7-й применяются для ответственных соединений в механизмах, где к посадкам предъявляются высокие требования в отношении определенности зазоров и натягов для обеспечения точности перемещений, плавности хода, герметичности соединения, механической прочности сопрягаемых деталей, а также для обеспечения точной сборки деталей (подшипники качения нормальной точности в корпусах и на валах, зубчатые колеса высокой и средней точности на валах, подшипники скольжения и т.п.).
Квалитеты 8-й и 9-й применяются для посадок при относительно меньших требованиях к однородности зазоров или натягов и для посадок, обеспечивающих среднюю точность сборки посадки с зазором, для компенсации погрешностей формы и расположения сопрягаемых деталей, опоры скольжения средней точности, посадки с большими натягами).
Квалитет 10-й применяют в посадках с зазором и в тех случаях, что и 9-й, если условия эксплуатации допускают некоторое увеличение колебаний зазоров в соединениях.
Квалитеты 11-й и 12-й применяются в соединениях, где необходимы большие зазоры и допустимы их значительные колебания (грубая сборка). Эти квалитеты распространены в неответственных соединениях машин (крышки, фланцы, дистанционные кольца и т.п.).
5. Классы допусков и посадки соединений деталей из пластмасс
Пластмассы используются для получения изделий исключительно широкого диапазона от чрезвычайно малых по массе до крупногабаритных конструкций: емкости, корпуса, водопроводные колодцы и т.д.
В машиностроении и приборостроении осваивается изготовление деталей точностью до IT3 без последующей механической обработки. В мировой практике освоено производство высокоточных деталей для часовых механизмов, дисков памяти, линз, оптических волокон, миниатюрных шариков, роликовых подшипников.
Наиболее распространены детали с размерами до 500 мм; расширяется применение деталей свыше 500 мм.
Допуски и посадки деталей из пластмасс регламентируются стандартом ГОСТ 25349-88 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков деталей из пластмасс».
Допуски и предельные отклонения относятся к размерам деталей при температуре 20°С и относительной влажности окружающего воздуха 50%.
Основные отклонения, классы допусков деталей из пластмасс приведены в табл. 4 и 5.
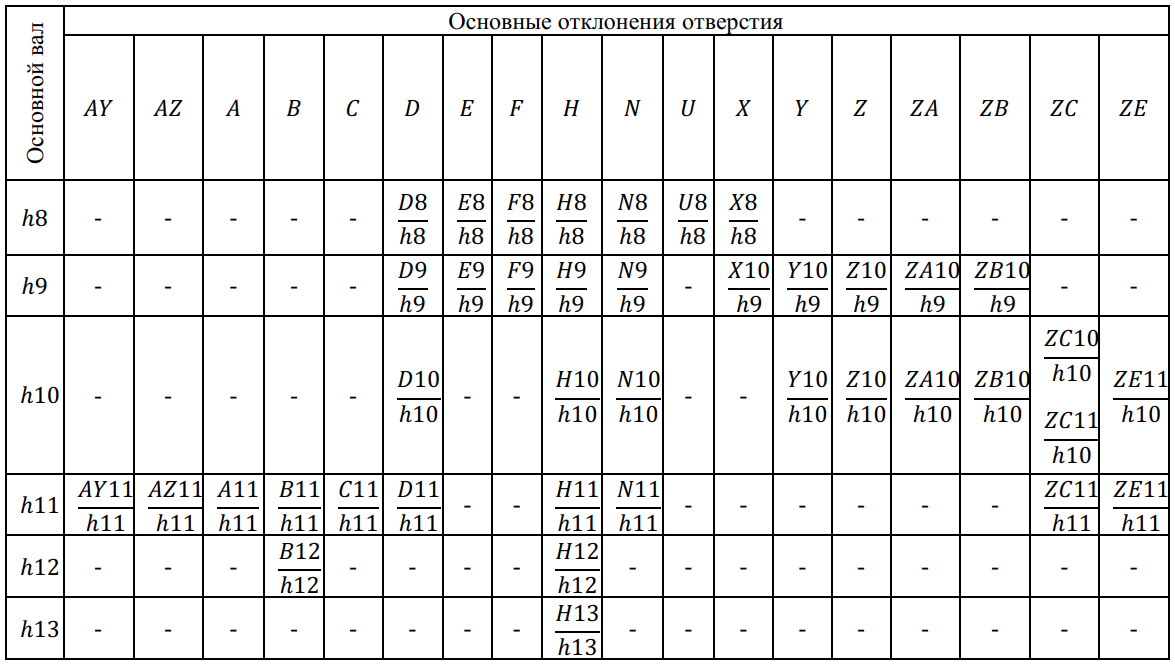
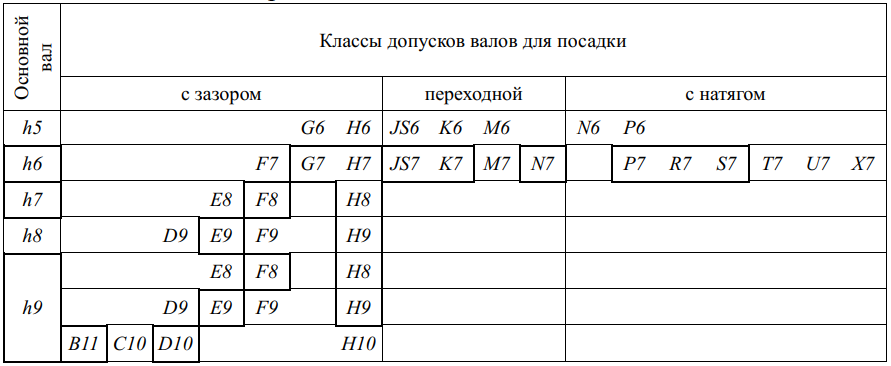
Таблица 4 – Классы допусков валов для номинальных размеров до 500 мм

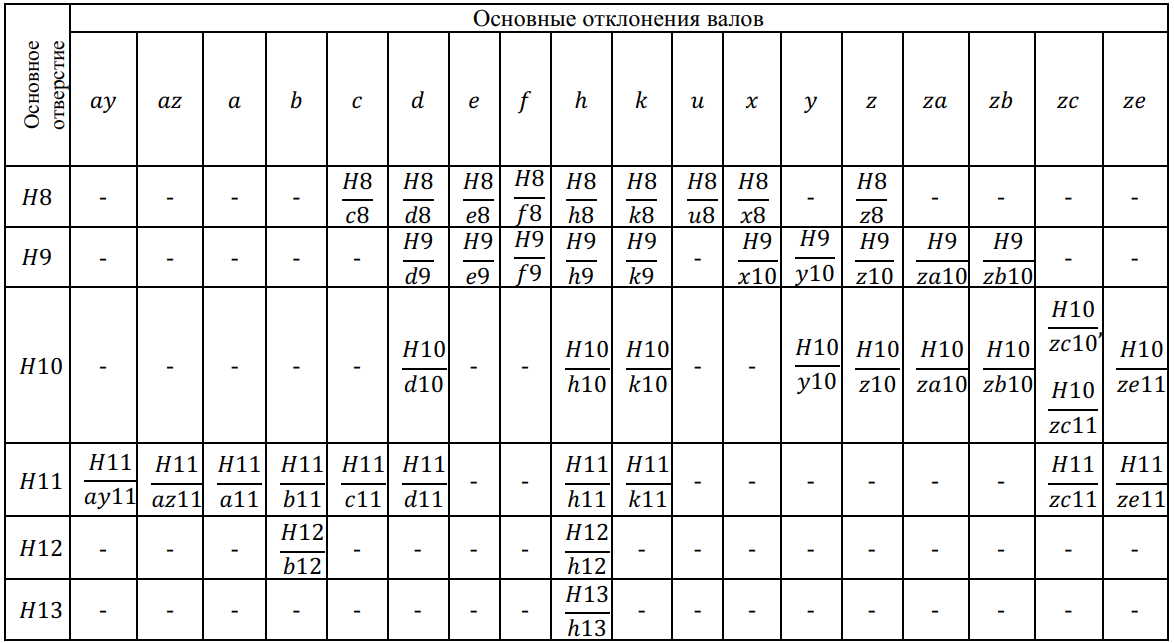
Таблица 5 – Классы допусков отверстий для номинальных размеров до 500 мм

Посадки в соединениях пластмассовых деталей с пластмассовыми или металлическими рекомендуется назначать в соответствии с табл. 6 (в системе отверстия) и табл. 7 (в системе вала).
Таблица 6 – Рекомендуемые посадки в системе отверстия для номинальных размеров до 500 мм
Для металлических деталей в соединении с деталями из пластмасс рекомендуется назначать следующие классы допусков:
- классы допусков валов: h7, h8, h9, h10, h11, h12;
- классы допусков отверстий: H7, H8, H9, H10, H11, H12.
Контроль деталей из пластмасс должен производиться после выдержки, необходимой для релаксации внутренних напряжений материала и стабилизации размеров. Время выдержки деталей после изготовления до контроля, если оно не оговорено особо, должно быть не менее 16 ч.
Таблица 7 – Рекомендуемые посадки в системе вала для номинальных размеров до 500 мм