ФЕДЕРАЛЬНОЕ
КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ №151
ФЕДЕРАЛЬНОЙ
СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
( ФКП
образовательное учреждение № 151)
СБОРНИК
ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКИХ КАРТ
ПО
ДИСЦИПЛИНАМ УЧЕБНАЯ И ПРОИЗВОДСТВЕННАЯ ПРАКТИКА
Учебное
пособие для обучающихся по профессии 16909 Портной
Составил:
мастер производственного обучения
Анищенко
А.Р
ПРЕДИСЛОВИЕ
Настоящее учебное пособие создано в
соответствии с требованиями профессионального стандарта по профессии Специалист
по ремонту и индивидуальному пошиву швейных, трикотажных, меховых, кожаных
изделий, головных уборов, изделий текстильной галантереи ( приказ Минтруда №
1051н от 21 декабря 2015 года), положения об учебной
и производственной практике обучающихся по программам подготовки
квалифицированных рабочих
В учебном пособии
для обучающихся по профессии 16909 Портной рассмотрены темы разделов
программ :
дисциплина учебная
практика
Раздел 1 Технология
изготовления швейных изделий из простых в обработке материалов
Тема 1.1 Основы
технологии одежды
Тема 1.2 Технология
обработки отдельных узлов, деталей и швейных изделийиз простых в обработке
материалов
Раздел 2 Технология
ремонта швейных изделий из простых в обработке материалов
Тема 2.1 Ремонт
спецодежды
Дисциплина
производственная практика
Раздел 1 Технология
изготовления швейных изделий из простых в обработке материалов,
Тема 1.1
Изготовление изделий специальной одежды из простых в обработке
материалов
Раздел 2 Технология
ремонта швейных изделий из простых в обработке материалов
Тема 2. 1 Ремонт
изделий специальной одежды из простых в обработке материалов
Инструкционно-
технологическая карта раскрывает изучаемую операцию с двух позиций: «что
делать» и «как делать». Главное в инструкционно- технологической карте — «как
делать» — в этом суть инструктивных указаний и пояснений к каждому элементу
раздела карты — «указание по выполнению действий», где четко определена
технологическая последовательность и технические условия на обработку отдельных
узлов и деталей одежды.
При обработке
узлов и деталей швейных изделий необходимо использовать инструкционно — технологические
карты на рабочем месте. Если в ходе выполнения задания, задание выполняется не
так, как было показано и что пояснено в карте, необходимо внимательно прочитать
соответствующие пояснения в карте и самостоятельно исправить ошибку или выполнить
само- или взаимоконтроль качества обработки узлов или изделий.
В данном пособии представлены инструкционно –
технологические карты, в которых раскрыты способы обработки узлов и деталей
швейных изделий, изготавливаемых в швейных цехах № 1, 2,3 ЦТАО ФКУ ИК-5 и даны порядок и необходимые инструктивные указания для рационального
выполнения соответствующих заданий.
В данном пособии
рассмотрены темы разделов программ дисциплин учебная и производственная практика:
|
1 |
Освоение |
|
2 |
Освоение |
|
3 |
Освоение |
|
4 |
Освоение |
|
5 |
Освоение приемов по |
|
6 |
Освоение |
|
7 |
Освоение |
|
8 |
Освоение |
|
9 |
Освоение приемов по |
|
10 |
Освоение приемов по |
ИНСТРУКЦИОННО –
ТЕХНОЛОГИЧЕСКАЯ КАРТА 1
СОЕДИНИТЕЛЬНЫЕ ШВЫ
|
Название шва |
Рисунок, технологическая |
Возможные дефекты |
|
|
Стачной |
Две детали сложить лицевыми сторонами |
Некачественная |
|
|
Расстрочной |
Две детали сложить лицевыми сторонами |
Некачественная |
|
|
Настрочной |
— с открытым срезом ( Две детали сложить лицевыми сторонами — с закрытым срезом ( б) Две детали сложить лицевыми сторонами |
Некачественная |
|
|
Накладной |
— с открытым срезом ( а) На лицевую сторону одной детали наложить
— с закрытым срезом (б) Край верхней детали подогнуть в сторону |
Некачественная |
|
|
Шов встык |
а б в -с выполнением челночной строчки (а) На лицевую сторону к середине полоски ткани — с помощью клеевой полоски (б) Клеевую полоску расположить клеевой — с выполнением зигзагообразной строчки На лицевую сторону к середине полоски ткани |
Некачественная |
|
|
Бельевой двойной |
Две детали сложить изнаночными сторонами |
Некачественная |
|
|
Бельевой запошивочный |
Две детали сложить лицевыми сторонами |
Некачественная |
|
|
Бельевой взамок |
Выполняется с помощью специального приспособления Выполнить накладной шов с открытым срезом. |
Некачественная |
|
|
Шов с кантом ( стачной) |
На лицевую сторону одной детали уложить |
Некачественная |
|


















ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКАЯ КАРТА 2
КРАЕВЫЕ ШВЫ
|
Название шва |
Рисунок, технологическая |
Возможные дефекты |
|
Шов вподгибку |
— с открытым срезом Срезы подогнуть на изнаночную сторону и — с закрытым срезом Срезы подогнуть: первый раз на 0,5-1 см,
-с окантовочной тесьмой Срезы окантовать окантовочной тесьмой и |
|
|
Окантовоч- ный |
— с открытым На лицевую сторону детали наложить полоску
— с закрытым срезом На лицевую сторону детали наложить полоску
— с окантовочной тесьмой Тесьму перегнуть так, чтобы одна сторона |
ественная |
|
Обтачной |
— в кант Две детали сложить лицевыми сторонами
— враскол (б) Две детали сложить лицевыми сторонами
-в простую рамку(в) Деталь рамки заутюживают изнаночной стороной
— в сложную рамку(г) Обтачку из основной ткани и изделие сложить |
|














ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКАЯ КАРТА 3
ОТДЕЛОЧНЫЕ ШВЫ
|
Название шва |
Рисунок, технологическая |
Возможные дефекты |
|
Вытачки |
Вытачки, начинающиеся от срезов деталей
Вытачки разметить на изнаночной стороне — линия сгиба или середина -припуск на обработку вытачки или боковая -линия конца вытачки Деталь изделия перегнуть по линии середины Конец вытачки сутюжить и припуск вытачки
В верхней одежде вытачки стачать с
|
Некачественная строчка, не симметричность расположения вытачек на складки в конце вытачек, не правильное расположение припуска вытачки, не соблюдение ТП и ТУ, режимов ВТО |
|
Вытачки |
Вытачки
Вытачки разметить на изнаночной стороне — линия сгиба или середина -припуск на обработку вытачки или боковая -линия конца вытачки ( верхняя и нижняя) Деталь изделия перегнуть по линии середины Конец вытачки сутюжить и припуск вытачки В верхней одежде вытачки стачать с |
Некачественная строчка, не симметричность расположения вытачек на |
|
Складки |
-односторонние (а) Деталь изделия перегнуть по линии середины |
Некачественная |
|
-встречные (б) Деталь изделия перегнуть по линии середины
— бантовые ( в) Деталь изделия перегнуть по линии середины
— мягкие складки По срезу детали |
|
|
|
Защипы |
— Узкие защипы Деталь изделия перегнуть по линии середины — Широкие защипы Деталь изделия перегнуть по линии середины —Защипы со шнуром Деталь изделия перегнуть по линии середины |
Некачественная |
|
Рельефы |
а а -от плечевого среза б- от проймы в –от линии талии в низ г – от линии талии вверх Стачать ш.ш 1-1,5 см, обметать со стороны |
Некачественная |

















Инструкционно – технологическая карта 4
по теме:
Обработка обтачных деталей
|
Последовательность |
Указания по выполнению действий |
Указания |
|
1.Обработка обтачного клапана |
Сложить детали |
Ровность и |
|
Высечь углы в с закругленными |
||
|
Вывернуть клапан на |
||
|
Выметывание или |
||
|
Проложить |
||
|
ВТО клапана |
Приутюжить клапан |
Соблюдение режимов |
|
Соединение клапана с изделием |
По м/р клапана на |
Ровность и качество |
|
Притачать клапан к |
||
|
Подрезать припуски |
||
|
ВТО клапана |
Заутюжить клапан |
Соблюдение режимов |
|
Окончательная обработка клапана |
Настрочить клапан |
Ровность и качество |
|
ВТО узла |
Приутюжить узел с |
Соблюдение режимов |
|
Клапан может соединяться с изделием путем |
||
|
2. |
Сложить детали |
Ровность и качество |
|
Высечь углы, не 0,1-0,2 см |
||
|
Вывернуть детали на |
||
|
Выметывание или |
||
|
Прокладывание |
||
|
ВТО пат, погон, хлястиков |
Приутюжить детали |
Соблюдение режимов |
|
Детали соединяются с изделием также как и |
||
|
3. Обработка завязывающего |
Сложить детали |
|
|
ВТО шва стачивания пояса |
Разутюжить припуски |
Соблюдение режимов |
|
|
Обтачать концы |
Ровность и |
|
Высечь углы, не 0,1-0,2 см |
||
|
Вывернуть пояс на |
||
|
Выметывание или Шов стачивания |
||
|
Отверстие для |
||
|
ВТО пояса |
Приутюжить пояс с |
Соблюдение режимов |
|
Прокладывание отделочной строчки по поясу |
Проложить |
Ровность и качество |
Инструкционно – технологическая карта 5
по теме:
Обработка
накладного кармана и соединение его с изделием
|
Последовательность |
Указания |
Указания |
|
Детали кроя |
ДН проходит по высоте кармана. Накладной Ширина Без -окантовочным |
Проверить Проверить |
|
Обработка верхнего среза кармана или обтачки для обработки верхнего |
-Обметать — — -обработать |
Проверить |
|
Обработка накладного кармана прямой формы |
1.Обтачивание |
Ровность |
|
2.Вывернить |
||
|
3.Заутюжить |
Соблюдение |
|
|
Машинный способ соединения накладных карманов с изделием |
1. Заготовленный накладной карман наложить на место расположения его на |
Ровность |
|
2. ( |
||
|
ВТО: |
Соблюдение |
Инструкционно
– технологическая карта 6
по
теме:
Обработка накладных карманов согласно заказу
на швейном участке
|
Последовательность выполнения действий |
Указания по выполнению действий |
Рисунок |
Указания по самоконтролю |
|
|
Карман портфель |
||||
|
Детали кроя |
ДН проходит по высоте кармана. Карман может Отличия от |
|
Проверить ТУ данных Проверить с помощью ДН в деталях кроя |
|
|
Обработка узла |
Обработать верхний |
|
Ровность и качество ТП и ТУ, симметрич- ность кармана |
|
|
Разметка м/р Застрочить углы по Высечь углы |
||||
|
Застрочить защипы |
||||
|
Наложить Поставить закрепки |
||||
|
Проверка качества |
Проверка качества |
|
Ровность и качество ТП и ТУ |
|
|
Карман полупортфель |
||||
|
Детали кроя |
ДН проходит Карман выкроен с Отличия от |
|
Проверить ТУ данных Проверить с помощью |
|
|
Обработка |
Обработать верхний |
|
Ровность и качество ТП и ТУ, симметрич- ность кармана |
|
|
Разметка м/р Застрочить защипы |
||||
|
Наложить |
||||
|
Притачать ш.ш 0,7-1 |
||||
|
Направить карман |
|
|||
|
По низу кармана |
||||
|
Поставить закрепки |
||||
|
Проверка качества |
Проверка качества |
|
Ровность и качество ТП и ТУ |
|







Инструкционно
– технологическая карта 7
по
теме: Обработка прорезного кармана в листочку с настрочными концами
в
куртке костюма Механик
|
Последовательность |
Указания |
Рисунок |
Указания |
|
Детали кроя |
листочка 2 детали (обтачная), ДН проходит по длине детали подзор 1 деталь. ДН проходит по высоте подзора верхняя мешковина кармана 1 деталь ДН проходит по высоте —нижняя мешковина кармана 1 светоотражающий кант |
|
Проверить качество кроя |
|
Заготовки |
На лицевую сторону одной детали листочки |
|
Ровность и качество строчек, соблюдение ТП и |
|
Подогнуть срез второй детали листочки на |
|
||
|
Сложить листочку пополам по длине лицевыми |
|
||
|
Высечь углы припусков швов листочки не |
|
Соблюдение ТУ |
|
|
Вывернуть листочку на лицевую сторону |
|
Острые углы в концах листочки |
|
|
Проверить качество |
Проверка качества обработки с помощью само- |
||
|
Обработка |
Разметка места расположения кармана отмечается |
|
Соблюдение размеров кармана в готовом виде, |
|
На лицевую сторону нижней мешковины к |
|
Ровность и качество строчек, соблюдение ТП и |
|
|
На лицевую сторону верхней мешковины к |
|
||
|
На лицевую сторону полочки к месту |
|
||
|
На лицевую сторону полочки к месту |
|
Ровность и качество строчек, соблюдение ТП и |
|
|
Проверка качества притачивания деталей |
Проверка качества обработки с помощью само- |
||
|
Разрезать вход в карман между строчками с изнанки, |
|
Соблюдение ТУ |
|
|
Обметать срезы притачивания верхней и нижней |
Ровность и качество строчек, соблюдение ТП и |
||
|
Вывернуть детали на изнаночную сторону |
|
||
|
Шов притачивания листочки и нижней |
|
||
|
Закрепить углы разрезания входа в карман |
|
||
|
Стачать срезы верхней и нижней мешковины ш.ш1-1,5 |
|
||
|
Обметать срезы стачивания мешковины со |
|||
|
Проверка качества |
Проверка качества обработки , симметричности |


















Инструкционно – технологическая карта 8
по теме:
Способы обработки бортов в изделии
|
Последовательность |
Указания |
Указания |
|
Обработка бортов цельнокроеными подбортами |
||
|
1. Отметка контрольных |
Поставить |
Проверить длину |
|
2. Обметывание |
Обметать внешний |
Ровность и качество |
|
3. Обтачивание |
Цельнокроеные |
|
|
4 Высекание |
Высечь углы, не на 0,1 -.0,2 см и |
|
|
5. ВТО борта |
Приутюжить борт с |
Соблюдение |
|
6. Прокладывание |
С лицевой стороны |
Ровность и качество |
|
Обработка бортов отрезными подбортами |
||
|
1. Отметка |
Поставить |
Проверить длину |
|
2 Обметывание |
Обметать внешний срез |
Ровность и качество |
|
3.Обтачивание |
Заготовленный |
|
|
4 Высекание |
Высечь углы, не на 0,1 -.0,2 см и |
|
|
5. Выправление |
Отвернуть подборт |
|
|
6. ВТО борта |
Приутюжить борт с |
Соблюдение |
|
7. Прокладывание |
С лицевой стороны |
Ровность и качество |
Инструкционно
– технологическая карта 9
по
теме: Обработка ветрозащитного клапана и соединение
его с утепляющей подкладкой согласно заказу на швейном участке
|
Последовательность |
Указания |
Рисунок |
Указания |
|
Детали кроя |
Левая выстеганная полочка утепляющей |
|
Проверить качество кроя |
|
Деталь из ткани верха ветрозащитного клапана Деталь из ткани подкладки ветрозащитного Деталь из синтепона ветрозащитного клапана |
|||
|
Обработка |
Сложить детали Высечь углы в с закругленными |
|
|
|
Вывернуть клапан на |
|
Ровность и качество строчек, соблюдение ТП и ность концов ветрозащитного клапана |
|
|
Выправить шов Проложить По открытому срезу |
|||
|
Осноровить открытый |
|||
|
Проверка качества |
Проверка качества обработки с помощью само- |
Ровность и качество строчек, соблюдение ТП и |
|
|
Соединение |
На левую выстеганную полочку утепляющей |
|
Проверить качество разметки |
|
Притачать ветрозащитный клапан ш.ш 0,5-0,7 ( строчка 1) Ветрозащитный клапан направить в сторону ( строчка 2) |
|
Ровность и качество строчек, соблюдение ТП и |
|
|
Проверка качества |
Проверка качества обработки с помощью само- |
Ровность и качество строчек, соблюдение ТП и |






Инструкционно
– технологическая карта 10
по
теме: Обработка застежки куртки на тесьму « Молния»
согласно
заказу на швейном участке
|
Последовательность выполнения действий |
|
Рисунок |
Указания по самоконтролю |
|
|
Притачивание тесьмы «Молния» к полочкам |
На лицевую сторону Притачать тесьму (строчка 2) |
|
Ровность и качество ТП и ТУ, высоту и тесьмы, кокеток и |
|
|
Проверка качества |
Наложить полочки |
|||
|
Притачивание |
На лицевую сторону |
Ровность и качество ТУ |
||
|
Прокладывание |
Отогнуть подборт на |
|
Ровность и качество |
|
|
Проверка качества |
Наложить полочки |
Ровность и качество ТП и ТУ, высоту и тесьмы, кокеток и |
||



ЛИТЕРАТУРА
Амирова Э.К. Технология швейных изделий;
Учебное пособие.- М.: Академия,
Силаева М.А. Пошив изделий по индивидуальным
заказам; Учебное пособие.- М.: Академия,.
Силаева М.А. Технология одежды Часть 2;
Учебник для нач.проф образования.- М.: Академия
Сотникова Т.С. Технология одежды; Рабочая
тетрадь.- М.: Академия,
Крючкова Г.А. Технология и материалы швейного
производства; Учебное пособие.- М.: Академия,.
Шершнева Л.П. Качество одежды; Учебник.- М.:
Легпромбытиздат, 192 с.
Петрова С.В. , Волкова Н.М. Изготовление
мужских и детских костюмов; Учебное пособие.- М.: Лег-промбытиздат,.- 208 с.
СОДЕРЖАНИЕ
|
Наименование |
Страница |
|
Предисловие |
2 |
|
Инструкционно – технологическая карта 1 |
3 |
|
Инструкционно – технологическая карта 2 Краевые |
7 |
|
Инструкционно – технологическая карта 3 |
10 |
|
Инструкционно – технологическая карта 4 Обработка обтачных деталей |
14 |
|
Инструкционно – технологическая карта 5 Обработка накладного кармана и соединение его с изделием |
16 |
|
Инструкционно – |
17 |
|
Инструкционно – технологическая карта 7 |
19 |
|
Инструкционно – технологическая карта 8 Способы обработки бортов в изделии |
23 |
|
Инструкционно – технологическая карта 9 |
24 |
|
Инструкционно – технологическая карта 10 Обработка застежки куртки на тесьму « Молния» согласно |
26 |
Технологическая карта «Проектирование и изготовление швейного изделия (юбки)»
Технологическая карта
Проектирование и изготовление швейного изделия (юбки)
Последовательность выполнения работы
Снятие мерок
олуобхват талии— Ст
Полуобхват бедер —Сб
Длина спины до талии— Дсп
Длина юбки—Ди
Построение чертежа основы юбки
1. Построить прямой угол в точке Т, которая соответствует
положению линии талии со стороны спинки.
2. Длина юбки.
От точки Т вниз откладываем Ди и ставим точку Н.
3. Положение линии бедер.
От точки Т вниз откладываем расстояние равное Дтс2/2 — 2
см, и ставим точку Б.
4. Ширина юбки по линии бедер (ширина сетки).
От точки Б вправо откладываем отрезок равный Сб + Пб и
ставим точку Б1.
5. Через точки Т, Б и Н проводим вправо горизонтальные
линии, из точки Б1 вверх и вниз проводим перпендикуляр и на
пересечении с линией талии ставим точку Т1, внизу Н1.
6. Ширина заднего полотнища юбки.
От точки Б вправо откладываем расстояние равное Сб + Пб/2
— 1 см, и ставим точку Б2.
Переднее полотнище юбки делается шире для того, чтобы
боковые швы не переходили наперед, а шли немного назад.
Из точки Б2 поднимаем и опускаем перпендикуляр и на
пересечении с линией талии ставим точку Т2, а с линией низа
— Н2.
7. Суммарный расчет раствора вытачек.
Суммарный раствор вытачек равен: SВ — (Сб + Пб) — (Ст +
Пт)
8. Боковая вытачка.
Раствор боковой вытачки равен ? суммарного раствора
вытачек.
SВ/2 = X
Т2Т3 (влево) = Т2Т4 (вправо) = X/2
9. Положение задней вытачки.
От точки Б вправо откладываем расстояние равное ББ2/2 и
ставим точку Б3.
Из точки Б3 проводим вверх перпендикуляр до линии талии
— это осевая линия задней вытачки.
Длина задней вытачки = 12 — 15 см (зависит от формы тела).
Раствор задней вытачки = 0,3*SВ
Если раствор задней вытачки превышает 5 см, то строится 2—ая
вытачка, которая располагается между боковым срезом и
основной задней вытачкой. Полученный раствор
распределяют между 2—мя вытачками, больший раствор идет к
1-ой вытачек, а меньший раствор идет ко 2—ой. Вторая вытачка
строится короче первой на 1,5 — 2 см.. 10. Положение
передней вытачки.
От точки В1влево откладываем расстояние равное В1В2/2 + 1
и ставим точку В4.
Из точки В4 поднимаем перпендикуляр до линии талии —
осевая линия передней вытачки.
Длина вытачки = ТБ/2 или 9 — 10 см.
Раствор передней вытачки равен 0,2*SВ. 11. Повышение
боковых срезов.
Из точки Т3 и Т4 вверх поднимаем перпендикуляры на 1,5 см
и ставим точки Т31 и Т41.
Точки Т31 и Т41 соединяем прямой линией с точкой Б2, делим
этот отрезок пополам и от точки деления по перпендикуляру
влево и вправо откладываем по 0,5 см для оформления
выпуклости линии в области бедер (бокового шва).
Оформляем линию талии плавной вогнутой линией, соединяя
точку Т31 с точкой Т и точку Т41 с точкой Т1.
Синим контуром выделено заднее полотнище юбки, а красным
— переднее.
Боковая линия проходит по одной прямой.
Моделирование клиньев годе
1. Отметьте на средней линии детали юбки начало расширения
годе в желаемом месте (например, 25 см от линии низа),
обозначьте отрезок АВ.
2.Расширьте деталь юбки по линии низа на 10 см — точка С.
Отложите от точки В по линии ВС значение отрезка АВ.
Соедините точки А и С.
3.Выровняйте линию низа.
4.Добавьте припуски на швы, поставьте контрольные знаки.
Подготовка ткани к раскрою
1. отутюживание ткани;
2. декатирование ткани
3. разложить лекала на ткани;
Раскладка выкройки на ткани
1. Выкройки деталей приколите иголками к ткани и начинайте
обмеловку
2. Сначала обведите длинные линии, потом короткие и
овальные. Линии должны быть ровными. Можете
воспользоваться линейками и лекалами, чтобы точно и ровно
обвести линии
3. Гладкие, скользкие ткани (шелк, шифон и др.) могут при
обмеловке и раскрое перекашиваться. Обязательно сколите их
булавками. При обводке контуров деталей не нажимайте
сильно на обмылок
4. После обмеловки контура деталей, наметьте на ткани
расположение линий середины детали, линии полузаноса,
место расположения первой петли, карманов, вытачек,
складок
5. Еще раз проверьте правильность раскладки и обмеловки и
только потом приступайте к раскрою ткани
6. После обмеловки деталей наметьте припуски на швы
7. Если у вас мало опыта, не очень хороший глазомер и вы не
уверены, что сможете на всем протяжении среза на глазок
задать нужную величину припуска на шов, отложите величину
припусков на швы при помощи линейки или специального
шаблона, который можете изготовить из картона. Наметьте
величину припусков на ткани мелом или мылом
8. Раскраивайте ткань строго по припускам на швы! Не
ошибитесь!
9. Не забудьте, что при раскрое сыпучих тканей величину
припусков на швы нужно увеличить!
Прокладывание контрольных и копировальных
стежков
1. После раскроя деталей, перенесите все линии контура на
симметричную деталь. Можно воспользоваться меловой
доской и резцом. Это наиболее удобный способ. Можно
также перевести линии с помощью копировальных стежков, а
затем раздвинуть детали и разрезать их между деталями
2. На выкроенных деталях проложите вручную стежки по
линиям середины переда и середины спинки, линиям груди,
талии, бедер, расположения карманов
3. Расположение контрольных точек (середина горловины,
середина воротника, контрольная рассечка на вершине оката
для втачивания рукава в пройму) наметьте рассечками на
припуске шва.
Соединение и обработка боковых срезов
Для соединения изделия по боковым срезам, перед и спинку
складывают лицевыми сторонами внутрь, совмещают
контрольные метки, уравнивают срезы, скалывают булавками
и сметывают со стороны переда. Стачивание производят со
стороны спинки швом шириной 1,5см, после чего шов
разутюживают.
Подготовки юбки к примерке
1.надеть юбку, уточнив ее положение по фигуре
2. уточнить ширину юбки
3.уточнить положение боковых швов
4. уточнить длину юбки от пола с помощью устойчивой
линейки мелком или булавками по всему нижнему краю
Соединение основных деталей юбки.
1.Деталь складывают лицевой стороной внутрь, сметывают по
боковым линиям. Сложить 2 детали лицевой стороной внутрь
2.Провести мелком линию бокового шва на расстоянии 2 см от
срезов деталей
3.Сметать боковые срезы После стачивания линии сметки
удаляют
Обработка застежки
1. раскрыть застёжку— молнию, наложить одну её сторону
лицевой стороной на изнаночную сторону юбки, совмещая
край звеньев с подогнутым краем бокового среза, приколоть и
приметать.
2. закрыть молнию и приметать её вторую сторону так, чтобы
сгибы ткани, сходясь, целиком закрывали звенья молнии. )
проложить машинную строчку ( с лицевой стороны) на
0,1…0,2 см от звеньев молнии. Строчка в конце застёжки
должна проходить перпендикулярно боковому шву или под
углом на расстоянии 0,2…0,5 см от последних звеньев молнии
3. пришить кромку и нижние концы тесьмы застёжки—молнии
к припуску шва.
4. проверьте правильность выполненной работы
Обработка верхнего среза юбки и пояса
1.На изнаночной стороне пояса по длине наметьте линию
сгиба.
2.Наложить клеевую прокладку на внутреннюю часть деталей
пояса с изнаночной стороны. Приклеить ее при помощи утюга,
чтобы верхний срез прокладки доходил до линии сгиба пояса.
Соединение верхнего пояса с юбкой
1.Раскрыть застежку—молнию. Сложить пояс с изделием
лицевыми сторонами внутрь, совмещая верхние срезы.
2. Притачать со стороны пояса шириной шва 10 мм
3. Удалить нитки временного назначения, заутюжить шов в
сторону пояса.
4. Перегнуть пояс лицевой стороной внутрь, уравнивая срезы.
Сметать и обтачать концы пояса шириной шва 10 мм.
5.Вывернуть углы пояса на лицевую сторону. Перегнуть по
линии сгиба(посередине) и заметать на расстоянии 5—7 мм от
сгиба.
6.Подогнуть срез внутренней части пояса на 7 мм и заметать.
Приметать, приметать перекрывая шов притачивания пояса на
3 мм
7. Проложить машинную строчку с лицевой стороны изделия
в шов притачивания пояса.
Обработка нижнего среза юбки, пришивание
фурнитуры
1.Проложить по намеченным линиям стежки длиной 10—15 мм
2.Приутюжить заметанный припуск
3. Подогнуть припуск на 1 см и заметать его по 2 намеченной
линии.
4. Приутюжить.
5.Выполнить потайные подшивочные стежки.
Обработка петли и пришивание пуговицы.
Окончательная отделка изделия. Влажно— тепловая
обработка
Для описания полной технологии изготовления одежды, включая трудозатраты работников, последовательность операций, нормы расходов материалов на единицу изделия технологи составляют технологические карты. Документ включает таблицы, описательную и графическую (лекала, раскрой ткани, схемы готовых изделий) части. Карту разрабатывают на серийное производство одежды, на индивидуальную модель или на часть готового изделия. ТК позволяет точно рассчитать заработную плату работникам или стоимость готовой одежды.
Содержание техкарт в швейном производстве
- область применения (описывают для изготовления какой одежды подходит карта или для каких частей изделия);
- нормативные ссылки (даются ссылки на ТНПА, которым должен подчиняться процесс производства);
- характеристика материалов и изделий (применяемые пуговицы, нити, ткани);
- описание технологии процесса;
- потребность в ресурсах (применяемое оборудование, детали);
- контроль качества (прописывают, как проходит входной контроль и проверяют качество готовой одежды);
- техника безопасности;
- нормирование затрат труда и калькуляция.
Компания «Белпромстандарт» разработает технологические карты для вашего производства.
Практическая работа
Тема: Составление технологических карт по обработке узлов изделий, на примере накладного кармана с фигурной обтачкой.
Цель: сформировать умения по выполнению приемов обработки накладных карманов с обтачками различными способами.
Уважаемый обучающийся!
В результате выполнения этой работы вы научитесь обрабатывать накладные карманы разными способами, осуществлять контроль за эксплуатацией технологического оборудования; подбирать оборудование в зависимости от выбранных методов обработки.
Оборудование:
— образцы накладных карманов;
— методические указания;
— инструкционно-технологические карты обработки накладных карманов;
— тетрадь, карандаш, линейка.
Справочная литература:
Э.К.Амирова, А.Т.Труханова, О.В.Сокулина, Б.С.Сокулин Технология швейных изделий – 11-е изд., стер.-М.: Издательский центр «Академия»,
Глава 2. Обработка деталей и узлов изделий без подкладки стр,165-170
А.Т.Труханова Технология женской и детской легкой одежды: Издательство Высшая школа, Глава 3. Технология изготовления легкой женской и детской одежды стр.136-138. Технология швейных изделий, учебник для студентов по специальности «Конструирование и технология швейных изделий».
Порядок выполнения работы.
1) Ознакомиться с информационным блоком по составлению технологической последовательности обработки узлов текстильных изделий.
2) Изучить по образцам обработку накладных карманов.
3) Установить технологическую последовательность заданного узла.
4) Определить вид работ (Р, У, М).
5) Определить вид применяемого оборудования, инструментов и приспособлений.
В отчете необходимо представить:
1) дату выполнения работы;
2) наименование и цель выполнения занятия;
3) инструкционную карту в форме таблицы;
5) ответы на контрольные вопросы.
Информационный блок по составлению технологической последовательности обработки текстильных изделий.
Технологическая последовательность (технологический процесс) обработки швейных изделий содержит перечень операций, соответствующий порядку их выполнения при обработке деталей и узлов, а так же данные, определяющие условия работы. Технологическая последовательность имеет вид таблицы 1.
Таблица 1 . Инструкционная карта по обработке накладного кармана.
|
№ п/п |
Наименование технологической операции; |
Вид работ; |
Вид применяемого оборудования, инструментов и приспособлений; |
Технические условия на выполнение работ; |
Графическое изображение обработки узла. |
|
1 |
2 |
3 |
4 |
5 |
6 |
В графе 1 приводится порядковый номер технологической операции.
Технологической операцией называется элемент технологии, характеризующий такое воздействие на предмет труда, в результате которого изменяется конструктивное состояние (взаимное расположение деталей и срезов).
В графе 2 записывается наименование технологической операции в соответствии с принятой терминологией ручных, машинных работ и операций ВТО. При формировании наименования технологической операции на первом месте всегда ставится глагол, выражающий действие, т.е. выбранный термин. Последующие слова отражают наименование элементов, над которыми производится действие. В ряде случаев в наименовании операции входят предлоги «к», «на», «по» и т.д. Примеры формирования операций представлены в таблице 2:
Таблица 2. Пример формирования операций
|
Действие (термин) |
Условие выбора алгоритма формирования наименования технологической операции |
Алгоритмы формирования наименования технологической операции |
Пример |
|
1 |
2 |
3 |
4 |
|
Стачать |
— |
Наименование действия (НД) + наименование среза |
Стачать передние срезы рукавов |
|
Втачать |
— |
НД + наименование меньшей детали + «в» + наименование среза большей детали |
Втачать нижний воротник в горловину изделия |
|
Настрочить |
— |
НД + наименование неосновной (меньшей) детали + «на» + наименование основной (большей) детали |
Настрочить накладные карманы на части переда |
|
Обтачать |
— |
НД + наименование основной детали + наименование неосновной детали в творительном падеже |
Обтачать части переда подбортами |
|
Прострочить отделочную строчку |
по обработанному краю |
НД + «по краю» + наименование узла |
Проложить отделочную строчку по краю воротника |
|
Заутюжить |
срезы, швы, складки |
НД + наименование среза, шва, складки |
Заутюжить передние швы рукавов |
|
Приклеить |
клеевую кромку |
НД + клеевую кромку + «по» + наименование среза |
Приклеить клеевую кромку по верхнему срезу кармана |
В графе 3 указывают вид работ, установленных по виду используемого оборудования. Для обозначения вида работ применяют следующие обозначения:
М – работа, выполняемая с применением универсальной стачивающей машины;
С – работа, выполняемая с помощью специальной или специализированной машины;
ПА – работа, выполняемая на швейной машине полуавтоматического действия;
ПР – работа, выполняемая на прессе;
У – работа, выполняемая с помощью утюга;
Р – работа, выполняемая вручную.
В графе 4 приводят информацию о классе применяемого оборудования, средств малой механизации, инструментах и приспособлениях.
В графе 5 приводятся технические условия выполнения технологической операции. Они определяются моделью, конструкцией изделия, а так же применяемыми материалами.
Технические условия включают в себя:
— расположение деталей при выполнении строчек, клеевых соединений и ВТО;
— расположение срезов, размеры и распределение посадки ткани;
— участки сутюживания, оттягивания и прессования деталей;
— ширину швов, расстояние между строчками;
— необходимые размеры деталей.
При описании приемов выполнения операций следует учитывать очередность действий и руководствоваться приведенными ниже формулировками.
Расположение соединяемых деталей относительно друг друга:
— складывая лицевыми сторонами внутрь; уравнивая срезы (стачивание, притачивание);
— укладывая по надсечкам или согласно намеченным линиям (настрачивание);
Расположение, величина и распределение посадки конкретной детали:
— при обтачивании – посаживая в уголках клапан (верхний воротник и др.) на 0.1 – 0.2 см – для легких и средних материалов, или на 0.2 – 0.3 см – для тяжелых материалов;
— при втачивании – посаживая рукав между надсечками, равномерно распределяя посадку.
Обметывание и окантовывание срезов:
— с лицевой стороны (если срезы одной детали);
— со стороны конкретной детали (если детали предварительно соединены строчкой).
Нанесение меловых линий (намелка места расположения кармана, линии подгибки и т.д.);
— с лицевой (изнаночной) стороны по лекалу.
Величина припуска шва после подрезания:
— в уголках, не доходя строчки 0.1 – 0.2 см (для легких и средних материалов) или 0.2 – 0.3 см (для тяжелых материалов);
— по все длине шва, оставляя припуск 0.3 – 0.4 см.
Ширина швов:
— ширина шва 0.7 – 1.0 см (стачивание толстых и средних материалов) или 1.0 – 1.5 см (стачивание легких материалов);
— ширина шва 0.5 – 0.7 см (обтачивание).
Величина подгибки при заутюживании срезов:
— подгибая на изнаночную сторону по намелке или по шаблону;
— подгибая срезы дважды: один раз 0.7 – 1.0 см, второй раз 3.0 – 4.0 см (низ платья, юбки и др. краевым швом вподгибку с закрытым срезом).
Величина подгибки при подшивании или щастрачивании срезов:
— подгибая на изнаночную сторону по намелке (низ жакета, пиджака, плаща, пальто краевым швом вподгибку с открытым срезом);
— подгибая на изнаночную сторону дважды 0.7 – 1.0 см (низ сорочки, блузки краевым швом вподгибку с закрытым срезом).
Расстояние до отделочной строчки, строчки настрачивания (карманов), застрачивания или подшивания низа (изделия или рукава):
— на расстоянии 0.2 – 1.0 см от шва, краев или сгиба детали.
В графе 6 отражается графическое изображение обработки узла текстильного изделия.
Таблица 3. Пример параметров технологической карты
|
№ п/п |
Название операции |
Вид работы, оборудование, инструменты |
Содержание операции |
|
1 |
Раскладка лекал на ткани и раскрой |
Р, У Рабочий стол, ножницы, булавки, портновский мел, утюг |
Декатировка ткани. Раскладка лекал выполняют на изнаночной стороне ткани соблюдая направление долевой нити. Обмеловку производят по контуру лекала портновским мелом или мылом. |
|
2 |
Обработка верхнего среза кармана |
М, СМ, У Швейные машины, утюг, ножницы |
Верхний срез кармана обметывают на спецмашине по лицевой стороне детали. Припуск на обработку верхнего среза кармана перегибают на лицевую сторону кармана по намеченной верхней линии, уравнивают боковые срезы кармана, обтачивают шириной шва 1,0 см, в начале и конце строчки выполняют закрепки. Обтачные швы вывертывают, выправляют углы и приутюживают. Боковые и нижнюю стороны кармана заутюживают на изнаночную сторону на величину 1,0 см. По верхнему краю кармана прокладывают отделочную строчку. |
|
3 |
Соединение кармана с основной деталью |
Р, М, У Швейная машина, утюг, ручные иглы, наперсток, ножницы |
Край кружева собирают в сборку или закладывают мягкими складками. На основной детали намечают месторасположение кармана. Наметывают кружево по намеченным линиям. Обработанный карман накладывают на основную деталь по линии соединения кружева, наметывают и настрачивают шириной шва 0,2 см. Выполняют окончательную ВТО. |
Условные обозначения: М – машинная работа; СМ – машинная работа на спецоборудовании; У – утюжильная работа; Р – ручная работа
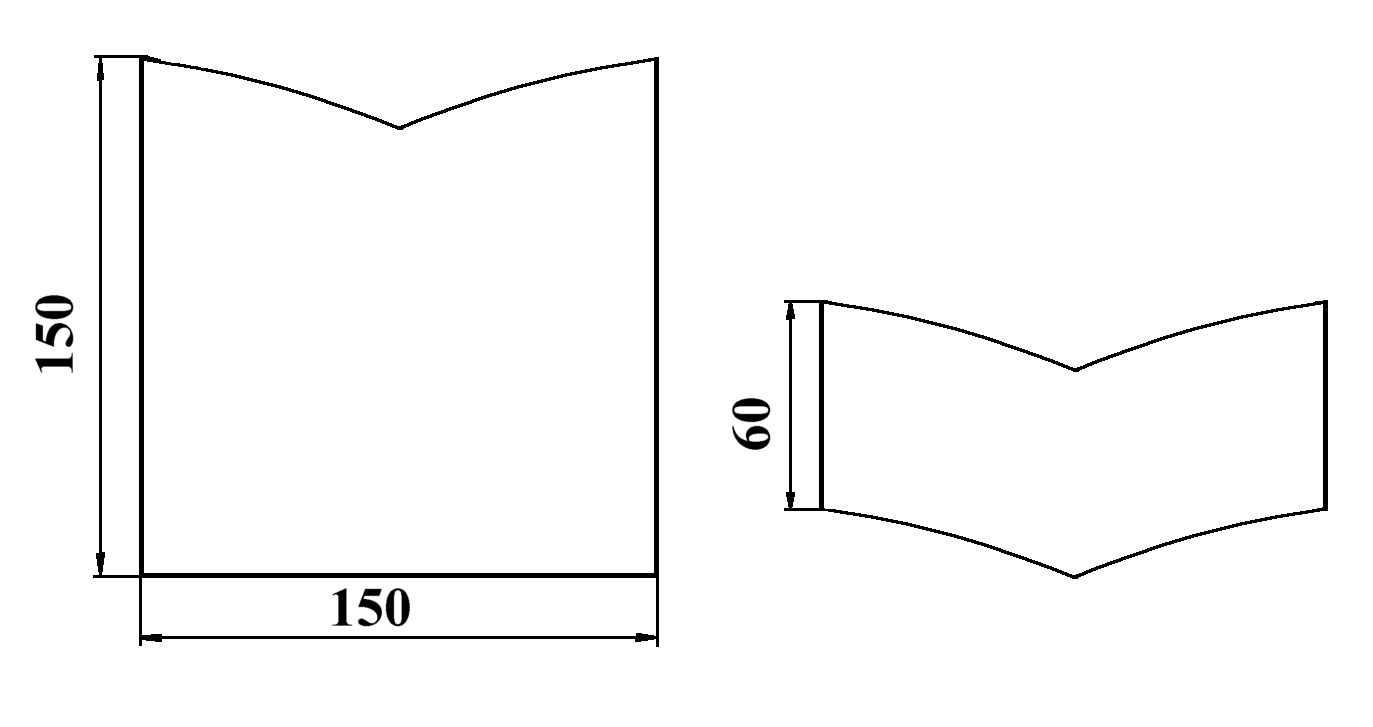
Пример параметров технологической последовательности «Обработка верхнего среза кармана фигурной обтачкой»
Проверить комплектность деталей кроя и их размеры
Инструкционная карта
|
№ п/п |
Последовательность выполнения работы |
Графическое изображение |
|
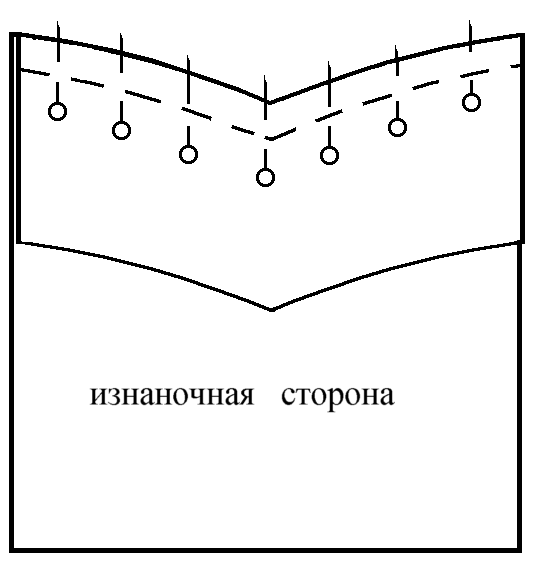
1 |
Наложить обтачку лицевой стороной на изнаночную сторону кармана. Обтачку приколоть, приметать и притачать к верхнему срезу кармана, совмещая срезы деталей и выполняя закрепки в начале и в конце строчки. Ширина шва 5-7 мм. Удалить нитку сметывания |
|
|
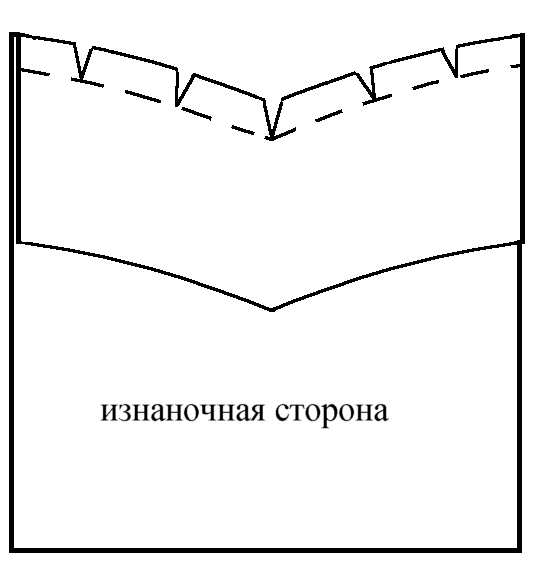
2 |
Внутренний угол рассечь и сделать надсечки в местах изгиба шва, не доходя до строчки на 1 мм |
|
|
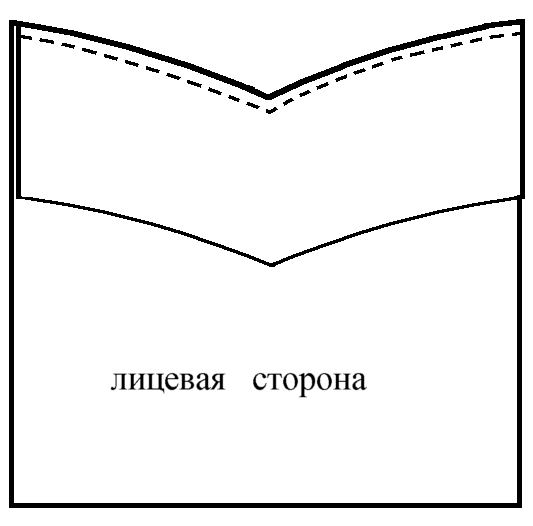
3 |
Обтачку отогнуть на лицевую сторону кармана, шов выправить, выметать и приутюжить. Проложить отделочную строчку по лицевой стороне обтачки на расстоянии 2 мм от верхнего края кармана. |
|
Контрольные вопросы
1. Какие виды карманов по конструкции вам известны?
2. Какие способы обработки верхнего края накладного кармана вы знаете?
3. Какими показателями определяется качество кармана?
4. На какие этапы делится обработка накладного кармана?
Ответы на контрольные вопросы
1. Какие виды карманов по конструкции вам известны?
Карманы по конструкции бывают:
— накладные с горизонтальным или наклонным входом, с клапаном или без него;
— прорезные в рамку, с листочкой, с клапаном;
— в шве (например, в боковых или передних срезах изделия).
2. Какие способы обработки верхнего края накладного кармана вы знаете?
В зависимости от толщины и осыпаемости материала верхний срез кармана можно обработать швом в подгибку с открытым обметанным или закрытым срезом; цельнокроеной листочкой; обтачным швом в сложную рамку; кантом; лентой; кружевом; косой бейкой; тесьмой.
3. Какими показателями определяется качество кармана?
Качество кармана определяется прочностью соединений, формоустойчивостью деталей кармана, прочностью подкладки, симметричностью парных деталей по форме, рисунку (ярко выраженному) и оп расположению на детали.
4. На какие этапы делится обработка накладного кармана?
Обработка накладного кармана включает в себя:
— обработка верхнего среза, являющегося входом в карман;
— обработка боковых и нижнего срезов;
— соединение кармана с изделием.
По теме: методические разработки, презентации и конспекты

инструкционно-технологическая карта к уроку учебной практики по теме «Обработка низа рукава»
инструкционно-технологическая карта для изучения темы «Обработка низа рукава в женской легкой одежде»…

КОМПЛЕКТ ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКИХ КАРТ ДЛЯ ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ РАБОТ ПО МЕЖДИСЦИПЛИНАРНЫЙ КУРСУ: МДК . 01.01 «ОСНОВЫ ХУДОЖЕСТВЕННОГО ОФОРМЛЕНИЯ ШВЕЙНОГО ИЗДЕЛИЯ» ( ПРОФЕССИОНАЛЬНЫЙ МОДУЛЬ ПМ. 01 «МОДЕЛИРОВАНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ»;
Комплект инструкционно – технологических картдля выполнения практических работ по Междисциплинарный курсу:МДК . 01.01 «ОСНОВЫ ХУДОЖЕСТВЕННОГО ОФОРМЛЕНИЯ ШВЕЙНОГО ИЗДЕЛИЯ»…
ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКИЕ КАРТЫ ПМ. 01 МОДЕЛИРОВАНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ
ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКИЕ КАРТЫПМ. 01 МОДЕЛИРОВАНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ НА ИЗГОТОВЛЕНИЕ ТЕХНИЧЕСКОГО ЭСКИЗА…

Дистанционное обучение 311 гр «Портной». Лабораторно-практическое занятие от 09.04.2020 «Составление инструкционно-технологической карты последовательной обработки прорезных карманов.»
Лабораторно-практическое занятие от 09.04.2020Выполнить ЛПЗСрок сдачи 10.04.2020…
Дистанционное обучение 311 гр «Портной». Лабораторно-практическое занятие от 14.04.20 «Последовательность обработки плечевых изделий. Окончательная отделка и ВТО.»
Лабораторно-практическое занятие от 14.04.20Выполнить ЛПЗСрок сдачи 15.04.20…

Инструкционно-технологическая карта «Обработка соединительных швов»
ПМ 01. « Пошив швейных изделий по индивидуальным заказам». Тема урока № 2 «Выполнение соединительных швов»….
Инструкционно-технологические карты ПМ.01 Пошив швейных изделий по индивидуальным заказам для профессии 29.01.07 Портной
Инструкционно-технологические карты по поузловой обработке изделий предназначены для обучающихся по профессии 29.01.07 Портной….