Если инженера спросить, как он представляет себе соломинку, перебившую хребет слону, он обязательно вспомнит болт — самый простой и грубый крепеж, который, если его неправильно выбрать, сломается первым и потянет за собой все остальные разрушения. А уж раскрутившийся сам по себе и вылетевший из гнезда, такой элемент способен разнести изнутри весь подвижный механизм, в котором ранее был установлен.
Чтобы избежать такой трагической ситуации, к расчету болтовых соединений нужно отнестись с той же тщательностью и скрупулезностью, что и к проектированию зубчатых передач или подшипниковых опор.
Оглавление
- Выбираем нужные болты под вашу задачу: определяемся с размером, диаметром и типом
- Принцип работы болтового соединения
- В сквозном отверстии с гайкой
- В глухом отверстии
- Как подобрать оптимальный диаметр и размер
- Назначение параметров прочности
- Особые функции
Принцип работы болтового соединения
Как правило, болт никогда не устанавливают один — разве что с чисто конструктивной целью, без задачи выдержать существенную нагрузку. Такое решение применяют, если стоит цель просто зафиксировать одну деталь относительно второй, исключить проворот, проскальзывание, вибрацию или дополнить основную систему крепления.
В 99% случаев болтовые соединения представлены группой — от 4 до 36 изделий.
Их располагают по окружности, в углах симметричного правильного многоугольника (квадрат, шестиугольник) или по сложному периметру (по линии смыкания кромок деталей). Последний вариант присущ сборкам корпусных деталей — редукторов, насосов, компрессорного оборудования и т.д.
.jpg "Стальные болты с шестигранной головкой")
Различают три базовых варианта болтового соединения:
- прочное — направленное на сопротивление внешним нагрузкам;
- плотное — предназначенное для сохранения заданного герметичного положения узла;
- плотно-прочное — когда следует обеспечить как противодействие нагрузкам, так и полную герметичность.
Наиболее часто можно столкнуться с третьей комплексной категорией, когда затяжка болтов по сопряжению деталей гарантирует полную неподвижность изделия, даже когда приложенные силы будут «расшатывать» и «тянуть» элементы во все стороны. Самый характерный пример такой сборки — фланцы с промежуточным уплотнением.
Во время работы болт испытывает напряжения сам и оказывает такое же воздействие на стянутые детали, на которых он установлен. При затяжке суммарная нагрузка распределяется в форме двух конусов с центром относительно оси болта. Это явление называют «конус давления». Оба конуса демонстрируют увеличение действующих нагрузок от места, где головка болта или гайка контактируют с торцом детали вокруг отверстия, до плоскости стыка обеих деталей. При воздействии внешний сил все основные микро- и макродеформации также происходят в пределах «конуса давления».
В процессе работы крепеж одновременно испытывает:
- усилие затяжки;
- удлинение болта при затяжке;
- усилие, возникающее при воздействии осевой силы на узел;
- удлинение болта при воздействии осевой силы;
- ответное сопротивление деталей, которые деформируются при затяжке. В этот момент опорные торцы сближаются, и степень их перемещения (сплющивания) будет зависеть от податливости материала.
Если упростить всю схему, то часть нагрузок направлена непосредственно на болт, а часть — на сжатые детали. Но в сумме все они преобразуются в растяжение, которое испытывает болт, уже частично растянутый при монтаже. Добавьте к этому возможное действие нагрева — и картина становится еще более экстремальной.
Впрочем, ничего проще и надежней болтовых соединений пока еще не придумали. И крепеж с честью выдерживает любые испытания. Главное — задумываясь над вопросом как подобрать болт, искать решение, исходя из условий его работы, а не просто «на глаз».
В сквозном отверстии с гайкой
Классическая схема установки болта — его пропускают сквозь два соосных сквозных отверстия и затягивают гайкой с обратной стороны. Есть старая инженерная шутка, что болт «болтается» в отверстии. Отчасти это сравнение хорошо иллюстрирует действительное положение крепежной детали в узле.
При затяжке стержень немного изгибается в пределах зазора между его поверхностью и стенкой отверстия. За счет этого изгиба болт компенсирует как перекос деталей и непараллельность их опорных торцов, так и их податливость (сжатие).
Различают несколько конструктивных исполнений болтов для сквозных отверстий:
- обычный — с одинаковой величиной зазора между стержнем и стенками отверстия по всей длине соединения (обычно это 0,5..1 мм);
- с занижением диаметра гладкой части болта (с утонением);
- с утонением и двумя центрирующими шейками, которые выравнивают положение болта в отверстии по посадке с зазором;
- с утонением, двумя шейками и центрирующим пояском посередине;
- с экстремально заниженным диаметром гладкой части (самоустанавливающийся).
Первый тип — наиболее распространенный, иначе его называют «жестким». Это стандартный ГОСТовский крепеж, и его используют для большинства сборок, хотя лучше всего он проявляет свои свойства в коротких узлах.
Остальные варианты именуют «упругими» болтами. Занижение диаметра на 20..30% от исходного открывает больший простор для изгиба при установке и затяжке. Такие изделия оптимальны при работе с ударными нагрузками.
Достаточно долго бытовало мнение, что при конструировании крепежных соединений следует обеспечить минимальный зазор между поверхностью болта и стенками отверстия, чтобы предупредить изгиб стержня. Это связано с тем, что дополнительные изгибающие напряжения негативно сказываются на общей нагрузочной характеристике крепежа. Позже это утверждение было частично опровергнуто, но болты «упругого» типа всё равно не нашли широкого применения — вопреки научным доказательствам, им доверяют куда меньше.
При монтаже сначала ставят болт в отверстие. На выходной резьбовой конец наживляют гайку от руки до момента соприкосновения с торцом детали. Затем болт фиксируют от проворота, установив ключ на головку и уперев его в удобную плоскость, а гайку уже затягивают с определенным усилием. Чаще всего операцию выполняют с помощью обычного слесарного инструмента, а усилие затяжки рабочий контролирует по собственным ощущениям. В ответственных механизмах соединение затягивают динамометрическим ключом, контролируя предварительную деформацию болта.
В глухом отверстии
Нечасто, но всё же иногда болты устанавливают в узлах по принципу винта — вкручивая изделие в резьбу на ответной детали. Такой вариант закладывают, когда размещение гайки с обратной стороны конструктивно невозможно или нежелательно. По возможности следует избегать этой схемы.
Болты в глухих отверстиях работают в куда более нагруженных условиях, чем при «традиционном» размещении. Это связано с двумя явлениями:
- если при нагружении узла возникают поперечные силы, то они расклинивают витки резьбы и создают местные напряжения смятия. Со временем соединение гарантированно ослабнет и может произойти самораскручивание;
- в зоне, где резьбовой конец болта входит в отверстие и начинает «тянуть» его на себя за витки, образуется зона концентрации напряжений. При серьезных нагрузках или частых сборках-разборках это место будет выкрашиваться. И если гайку можно легко заменить, то поправить кусок детали куда сложнее, а восстановить исходную прочность в той зоне — уже фактически невозможно.
Хуже всего болт, поставленный по принципу винта, ощущает себя при знакопеременных циклах нагружения. Его «шатает» в отверстии из стороны в сторону.
Применять такую схему монтажа можно только в неответственных конструкциях или приняв дополнительные меры по разгрузке крепежа от малейшего смещения в поперечном направлении. Для этого в узлах закладывают шпонки, забивают гладкие штифты и пальцы, а на болтах протачивают гладкие точные пояски, чтобы убрать зазор в отверстии первой детали.
.jpg "Разработка чертежа для выпуска болтов, гаек, шайб")
Как подобрать оптимальный диаметр и размер
Главный конструктивный параметр любого болта — величина резьбы. Это условный диаметр сечения стержня, которым изделие будет воспринимать все нагрузки.
Расчет ведут преимущественно по двум критериям: анализируя растягивающую осевую нагрузку и поперечный сдвиг. Что примечательно, во втором случае любой крепеж работает существенно хуже, чем с осевым растяжением.
При расчете используют:
- точную величину рабочей нагрузки;
- запас прочности;
- величину допустимого сопротивления материала болта растяжению;
- величину допустимого сопротивления материала болта срезу;
- количество и логику распределения болтов.
Следует отметить, что не всегда вся действующая нагрузка распределена между группой крепежа равномерно. Это справедливо только для круглых и квадратных сборок. В остальных случаях одни болты будут нагружены на 15..20% больше остальных, и это нужно учесть в расчете.
Требуемый запас прочности принимают конструктивно, ориентируясь на особенности всего изделия в целом и работы узла в частности. В классическом машиностроении этот параметр не может быть ниже 2,5 — то есть, рассматриваемый крепежный элемент должен выдержать 250% от максимальной рабочей нагрузки. В современной продукции бытового обихода производители закладывают коэффициенты от 1,2 до 1,5, снимая с себя ответственность за поломку механизма, если пользователь перегрузит его выше допустимого предела.
Если следовать рекомендациям и подходить к вопросу запаса прочности основательно, то следует учесть в первую очередь характер нагрузок: при постоянном цикле назначают от 4 до 6,5, а при переменном нагружении — от 6,5 до 12,5. С таким большим запасом инженера обеспечивают разгрузку крепежа, повышают суммарную надежность и увеличивают срок службы.
Чтобы максимально точно рассчитать все условия работы соединения, придется также расширить расчет до использования параметров самой сборки:
- толщина стянутых деталей;
- модуль упругости материалов деталей;
- диаметр отверстий, в которые установлены болты;
- площадь соприкосновения головки и гайки с торцами деталей.
Если на узел в постоянном или периодическим режиме воздействует нагрев или охлаждение (выше +100С° и ниже −50С°), дополнительно учитывают влияние температур как на материал болта, так и на материалы деталей, поскольку их физико-механические и прочностные характеристики будут меняться. Особенно значимо это проявляется в условиях свыше +300°С, когда нагрев может ослабить болт на 25% от исходной прочности.
Расчет для осевой и сдвиговой нагрузки отличается:
- на растяжение — диаметр болта рассчитывают, опираясь на допустимое сопротивление растяжению;
- на срез — диаметр болта рассчитывают, используя в качестве допустимого сопротивления срезу 20..30% от предела текучести.
В качестве уточняющего параметра в ряде случаев рассчитывают также смятие.
.jpg "Формулы для расчета минимального сечения болта")
Обратите внимание: в расчетах используют допустимые значения сопротивлений по каждому виду нагружения. Эти параметры нужно подбирать по справочной литературе или путем деления предела текучести материала на принятый запас прочности.
Так для изделия из «сырой» стали 20 собственный предел текучести составит 250 МПа. Допустимое напряжение на растяжение, выбранное по справочнику — 95…140 МПа, срез — 45…85 МПа, смятие — 175…210 МПа. Точное значение будет зависеть от вида нагрузки согласно трем классам опасности. Для поиска нужных величин для любых материалов и условий можно использовать 1 том «Справочника конструктора-машиностроителя» Анурьева В.И.
Результатом расчета станет минимально допустимый диаметр сечения, с которым болт выдержит заданную нагрузку без разрушения и пластической деформации. Этот размер можно сопоставить с внутренним диаметром резьбы. Так, если по расчету вы получаете значение в 11,2 мм, следует ориентироваться на резьбу М14 — поскольку внутренний диаметр для такого типоразмера составляет 11,546 мм. Подобранный болт всегда должен быть однозначно больше расчетной величины.
Указанная выше схема подходит для оценки работы одного изделия. Если рассматривают группу, то суммарную действующую нагрузку делят на общее количество крепежа.
.jpg "Расчет нагрузки на один болт")
Последняя формула учитывает, что дистанция (плечо) от действующей силы до крепежного элемента оказывает прямое влияние на распределение нагрузки.
В практике используют только четное количество болтов в группе — чтобы облегчить разметку и последующую обработку деталей. Наиболее распространенные числа: 8, 12, 16, 24. В редких случаях, если собирают крупногабаритные изделия, закладывают 36 болтов.
По результатам расчетов следует купить болты по ближайшей большей резьбе или даже через одну. Длину назначают конструктивно — рассчитывая, что как именно он будет установлен в узле: насквозь с фиксацией гайкой или в упор в глухое отверстие. Помните, что при сборке с гайкой резьбовой конец должен выйти из гайки хотя бы на 2 мм, а для крупной резьбы — до 5 мм.
Назначение параметров прочности
Диаметр крепежных элементов прочно увязан с физико-механическими свойствами материала, из которого они изготовлены. При подборе метизов нужно обязательно учитывать их прочностные характеристики.
Для болтов из конструкционных сталей ориентируются на требования ГОСТ 1759.4-87 (он же ISO 898/1-78). Норматив предусматривает 11 классов прочности:
- от наименьшего класса 3.6 — с пределом прочности на растяжение всего 330 МПа, из сырых углеродистых марок с содержанием углерода менее 0,2%;
- до наивысшего класса 12.9 — с пределом прочности 1220 МПа, из легированных закаленных сталей.
Существуют негласные рекомендации по назначению классов прочности для различных задач:
- 3.6, 4.6 и 4.8 — для сборки изделий из дерева и пиломатериалов;
- 5.6 и 5.8 — для сборки простых и ненагруженных конструкций из металла;
- 6.6 и 6.8 — для сборки облегченных специальных конструкций (используются редко);
- 8.8, 9.8, 10.9 и 12.9 — для сферы машиностроения и нагруженных конструкций, в том числе работающих под нагревом (12.9).
Маркировка прочности ставится прямо на головке болта — класс в двух цифрах через точку.
.jpg "Маркировка болта по классу прочности")
Если известно, что крепеж будет работать в условиях воздействия температур свыше +300°С или в агрессивных средах (вода, пар, газ, кислоты и щелочи), используют иной норматив — ГОСТ ISO 3506-1-2014. Он описывает классы прочности для изделий из нержавеющих сталей.
В редких случаях закладывают болты из латуней, алюминиевых сплавов и бронзы. Их сложно оценивать с позиции прочностных свойств, поскольку «цветной» крепеж применяют с другими целями (теплопроводность, электропроводность, химическая инертность и т.д.).
Общая прочность каждого болта включает три составляющих:
- прочность стержня;
- прочность резьбы;
- прочность головки.
Первый параметр выступает определяющим, и именно его используют во всех расчетах.
Несущая способность шестигранной головки зависит от ее высоты. При недостаточности этой величины срез под действием поперечной нагрузки происходит по гладкой части сразу под головкой. Поэтому изделия с «заниженным» шестигранником используют реже, а оптимальная высота этой части составит 0,6…0,67% от диаметра резьбы.
Если же прочность металла в области витков резьбы будет отличной от прочности стержня — разрушения начнутся еще при первой затяжке. Напряжения концентрируются на впадинах резьбы, в нормальном состоянии не оказывая существенного значения на общее состояние. Но если сталь в этой зоне слишком вязкая или наоборот хрупкая, витки сминаются или крошатся.
Бывает и обратная ситуация — когда резьба тверже и прочнее самого болта. Это случается после холодной накатки витков, когда поверхность уплотняется в ходе обработки. Тогда под нагрузкой крепеж может лопнуть по гладкой части.
Поэтому еще одна немаловажная задача в вопросе «как подобрать болт?» — обеспечить равнопрочность изделия по всему объему. В том же ГОСТе 1759.4-87 указано требование: различия в твердости поверхности и сердцевины не должно превышать 30 HV. Иначе какая-то зона окажется ослабленной, и вся нагрузка уйдет именно туда.
Особые функции
Последним шагом, когда вы уже точно рассчитали нагрузки, требуемый диаметр резьбы и длину соединения, а также приняли решение о прочности крепежа, становится выбор — каким образом при сборке исключить риск саморазвинчивания. Такое случается при регулярной ударной и вибрационной нагрузке, а также под действием упругих сил отжима в зоне стяжки.
Для этого резьбовые соединения контрят (стопорят) — фиксируют в определенном угловом положении, не позволяя гайке и болту провернуться вокруг своей оси, ослабляя затяжку. И конкретный метод стопорения резьбы иногда вносит свои коррективы в конструкцию крепежа.
.jpg "Метод стопорения болтового соединения")
Какие схемы используют:
- ставят круглую плоскую шайбу и две гайки вместо одной;
- подкладывают под головку болта пружинную шайбу (гровер), которая упирается острой кромкой в торец головки;
- подкладывают лапчатую шайбу, отгибая лапки на плоские поверхности рядом с соединением и на грани шестигранника;
- подкладывают зубчатую шайбу, острые выступы на торце которой врезаются в опорную поверхность детали и за счет возникающих сил трения стопорят проворот болта;
- зажимают специальную разрезную гайку винтом;
- в торце резьбового конца болта сверлят маленькое отверстие, куда вставляют винт с увеличенной шляпкой, притягивая гайку;
- в резьбовом отверстии перед установкой болта размещают нейлоновую ставку, и крепеж деформирует ее, заставляя «растечься» по виткам и заполнить зазоры в резьбе;
- заливают соединение клеем-герметиком;
- на конце болта, выступающем после гайки, ставят шплинт или штифт, который препятствует возможному осевому перемещению;
- торец резьбового конца болта приваривают к гайке в трех точках (буквально каплями);
- торец резьбового конца болта кернят в 2 или 3 точках к гайке.
Отдельно нужно упомянуть групповой метод стопорения резьбовых соединений — когда все болты последовательно обвязывают проволокой с минимальным натяжением.
Для некоторых способов фиксации резьбы в конструкции болта должно присутствовать отверстие в стержне (под шплинт или штифт) или два отверстия в гранях головки (для проволоки). Учитывайте этот момент при окончательном выборе продукции, но не ставьте его во главе всей последовательности действий. С развитием технологий гибкого выпуска метизной продукции заказать нестандартный крепеж уже не проблема.
Методов надежного стопорения соединения очень много, легко можно подобрать подходящий вариант, даже если у вас в руках не совсем то, что хотелось изначально. А вот расчет болтов на прочность под нагрузкой всегда однозначен. Только если правильно выберете все геометрические параметры и прочностные свойства, вы сможете обеспечить надежность крепления на весь период эксплуатации.
Процесс проведения измерений основных видов крепежа имеет свои особенности. Полезные советы: надёжность и качество скрепления двух или больше деталей между собой зависит от правильно подобранных размеров крепёжных изделий. Подобный вопрос часто представляет затруднения, потому что расчёт даже гаечных ключей производится с учётом показателей всех крепёжных изделий. Важная подборка нужных метизов.
Главные показатели подборки болта с требуемой гайкой:
- Диаметр изделия.
- Толщина детали.
- Длина метиза.
- Информация на поверхности деталей крепежа.
Производитель должен отображать данные в сопутствующих документах для стержней болтов, на которых нарезана метрическая резьба, форматом MdxPxL. Учитывать важные нюансы при подборке необходимых метизов. Определение правильных размеров болтов с гайкой.
Буквенное обозначение
Расшифровка значений букв:
1. M — метрическая резьба.
2. D — диаметр крепёжных деталей.
3. P — указание очень мелкого шага резьбы, просто мелкого по размеру, крупного, особо крупные не добавляются.
4. L — этой буквой указывают длину детали.
 Буквенное значение пишут заглавными и маленькими символами (D — сокращённо «diameter»). Длина — обозначается «L» от слова «lenght». Толщина — «stoutness» — «S». Высоту обозначили символом «H», слово «high».
Буквенное значение пишут заглавными и маленькими символами (D — сокращённо «diameter»). Длина — обозначается «L» от слова «lenght». Толщина — «stoutness» — «S». Высоту обозначили символом «H», слово «high».
Цифровые значения около букв указываются в мм. Для измерения правильных показателей (возьмём болты), следует узнать требуемый вид крепёжного элемента. Допускается пользоваться правилами отечественного Госта, европейским стандартом качества ISO, требованиями к стандартам DIN (Неметчина).
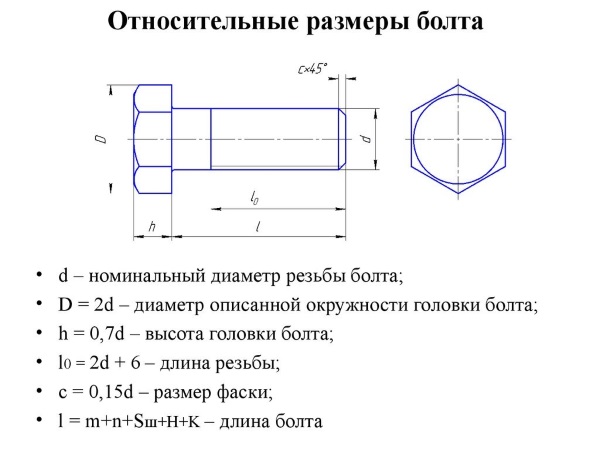
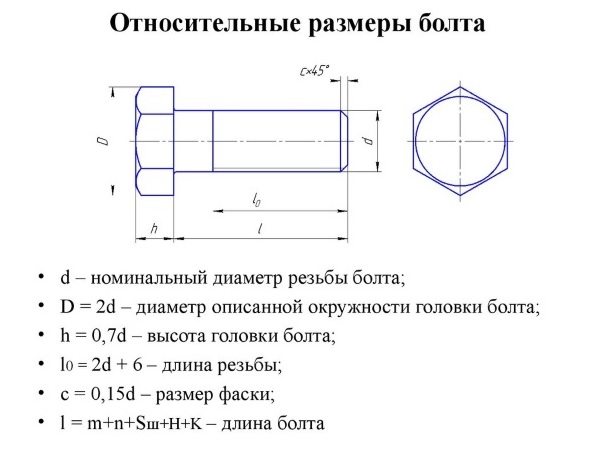
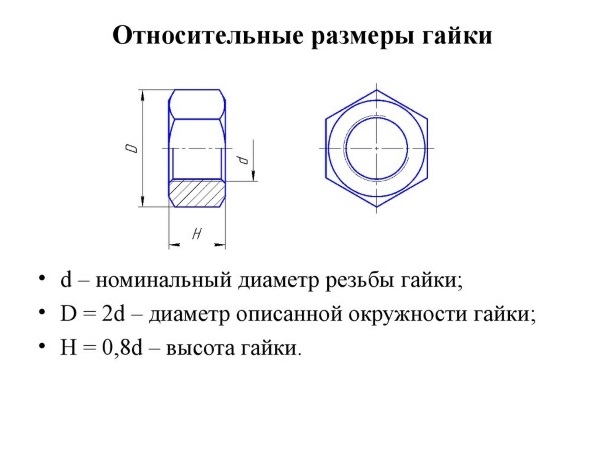
Относительные значения параметров болта:
1. d — номинальный показатель резьбы болта по диаметру.
2. D = 2d — головка болта по диаметру описанной окружности.
3. h = 0,7d — головка болта по высоте.
4. lo = 2d + 6 — длина резьбы, c = 0,15d — размер фаски.
5. l = m + n + Sm + H + K — длина болта.
Таблица метрических размеров.
|
Диаметр метрической резьбы |
Размер под ключ |
||
|
основной S, мм. |
уменьшенный S, мм. |
увеличенный S, мм. |
|
|
М1 |
3.2 |
— |
— |
|
М1.2 |
3.2 |
— |
— |
|
М1.4 |
3.2 |
— |
— |
|
М1.6 |
3.2 |
— |
— |
|
М2 |
4 |
— |
— |
|
М2.5 |
5 |
— |
— |
|
М3 |
5.5 |
— |
— |
|
М4 |
7 |
— |
— |
|
М5 |
8 |
— |
— |
|
М6 |
10 |
— |
— |
|
М7 |
11 |
— |
— |
|
М8 |
13 |
12 |
— |
|
М10 |
17 (16) |
14 |
— |
|
М12 |
19 (18) |
17 |
21 (22) |
|
М14 |
22 (21) |
19 |
24 |
|
М16 |
24 |
22 |
27 |
|
М18 |
27 |
24 |
30 |
|
М20 |
30 |
27 |
32 (34) |
|
М22 |
32 (34) |
30 |
36 |
|
М24 |
36 |
32 |
41 |
|
М27 |
41 |
36 |
46 |
|
М30 |
46 |
41 |
50 |
|
М33 |
50 |
— |
55 |
|
М36 |
55 |
50 |
60 |
|
М39 |
60 |
55 |
65 |
|
М42 |
65 |
60 |
70 |
|
М48 |
75 |
— |
75 |
|
М52 |
80 |
— |
80 |
|
М56 |
85 |
— |
— |
|
М60 |
90 |
— |
— |
|
М64 |
95 |
— |
— |
|
М68 |
100 |
— |
— |
|
М72 |
105 |
— |
— |
|
М76 |
110 |
— |
— |
|
М80 |
115 |
— |
— |
|
М85 |
120 |
— |
— |
|
М90 |
130 |
— |
— |
|
М95 |
135 |
— |
— |
|
М100 |
145 |
— |
— |
|
М105 |
150 |
— |
— |
|
М110 |
155 |
— |
— |
Таблица дюймовой резьбы UNC/UNF и размер гайки для ключа
|
Диаметр резьбы (размер ключа), дюйм |
Размер гайки под ключ, дюйм |
Размер гайки под ключ, мм |
|
1/4 |
7/16 |
11.11 |
|
5/16 |
1/2 |
12.7 |
|
3/8 |
9/16 |
14.29 |
|
7/16 |
5/8 |
15.88 |
|
1/2 |
3/4 |
19.05 |
|
9/16 |
13/16 |
20.63 |
|
5/8 |
15/16 |
23.81 |
|
3/4 |
1 1/8 |
28.58 |
|
7/8 |
1 5/16 |
33.34 |
|
1 |
1 1/2 |
38.10 |
|
1 1/8 |
1 11/16 |
42.86 |
|
1 1/4 |
1 7/8 |
47.63 |
|
1 3/8 |
2 1/16 |
52.39 |
|
1 1/2 |
2 1/4 |
53.15 |
|
1 3/4 |
2 5/8 |
66.68 |
|
2 |
3 |
76.20 |
|
2 1/4 |
3 3/8 |
85.73 |
|
2 1/2 |
3 3/4 |
95.25 |
|
2 3/4 |
4 1/8 |
104.76 |
|
3 |
4 1/2 |
114.30 |
Методы расчёта параметров болта с гайкой
При определении крепёжного изделия по диаметру используют различные инструменты, к которым можно отнести — штангенциркуль, шаблонную линейку, а также микрометр. Точное измерение по результату получается при использовании калибра расшифровки «пр. — не.». Подобный тип называют «проходит — не проходит». Первая часть определяется, когда закручивание гайки происходит без усилия, во второй — при несоответствии закручиваемых элементов.
Рекомендуется измерять длину при помощи линейки или штангенциркуля. Шаг резьбы крепёжных деталей можно замерять специальным инструментом. Он называется шагомер. Если нужное приспособление отсутствует, то замеряют расстояние от одного витка до другого при помощи штангенциркуля.
Точность результата этим инструментом достигается только, когда проводится замер резьбы крупного диаметра. Показатели считаются точными, если проверять их не по два витка, а брать в 5 раз больше. Полученный результат делят на количество витков, применяемых при замерах.
Совпадение чисел с числом резьбового ряда, полученных при проверке, относится к справочному истинному значению. Если же такого не произошло, то это можно отнести к дюймовому типу резьбы. Для точного определения шага нужно дополнительно провести проверку.
Информация о болтовых соединениях должна указываться производителем в сопроводительных документах. Не всем потребителям доступны такие документы. Рассмотрим возможные способы определения параметров метизов.
Как не ошибиться?
Расчёт крепёжных деталей иногда кажется сложным. Для подборки подходящих метизов, чтобы не тратить силы, нужен навык со знаниями. К важным показателям, которые оказывают влияние на крепёжные метизы и их виды, относится длина, толщина, диаметр, иногда с учётом высоты.
Резьба любого стандартного изделия должна подходить по диаметру крепёжного материала определённого рабочего профиля – основного (нормальная), уменьшенного и увеличенного по значению. Изменённая головка болта почти не встречается, или редко. Вычислить нужный параметр гаечных ключей, которые будут подходить на определённый размер болтов от М1,6 до М110, не составляет труда. Современные стандарты ISO установили изменённые размеры на шестигранные головки, эти данные в таблице отмечены скобками.
Самостоятельный метод вычисления размеров
Имеющийся в наличии образец, следует осмотреть со всех сторон. Иногда просматривается маркировка на поверхностной части изделия. Такой факт ускорит подборку крепёжных метизов. На повреждённой головке болта прочитать ничего не возможно.
Как выполняется замер показателей самостоятельно? Исходить нужно из ключевых габаритов, с учётом шага резьбы, диаметра болта. При использовании основных технических показателей метиза, подбирают правильные нужные инструменты.
О применении инструмента
Замер головки производится с помощью штангенциркуля. Это приводит к более точному определению длины промежутка двух граней на шляпке. Результаты, полученные при замерах, следует занести на миллиметровую мерную ленту.
При определении размера осмотрите длину крепёжного метиза. Можно провести замеры обычной линейкой. Головку следует измерять длиной метиза от низа до фаски.

Расчёт размера ключа для болта с внутренними шестигранниками
Помимо шестигранного крепёжного метиза машиностроительная вместе с приборостроительной отраслью в больших объёмах пользуется болтами, у которых есть цилиндрические надёжные головки. Работа по их завинчиванию производится при помощи шестигранного углового ключа. Изготовление болтов соответствует требованиям правил DIN 912 и ГОСТ 11738 — 84.
Таблица размеров ключей под болты и винты с шестигранником
|
Резьба, М |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
М22 |
М24 |
М27 |
М30 |
М33 |
М36 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Размер под ключ, мм |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
14 |
17 |
17 |
19 |
19 |
22 |
24 |
27 |
Размеры болтов определяют с помощью микрометра, иногда с применением шаблонной линейки. Рекомендации предписывают работать с применением шаблона. Использование прибора позволяет получить нужный результат.

Штангенциркуль производит определение шага резьбы с высокой точностью на деталях больших размеров. Шаг мелких деталей определяют при проверке сразу не менее 10 витков. Существующая система позволяет производить расчёт болта М10 дюймами, где 1 дюйм приравнен 25,4 мм. Рынки СНГ пользуются показателями в соответствии с ГОСТом.
Разновидность болтов определяет геометрическая форма метизов. Различают способы замеров:
-
Проверяют выступающую форму головки, где длина детали для крепления проводится без учёта её замера.
-
Потайные типы головки.
К ним можно отнести:
1. Шестигранные головки крепёжных деталей, согласно требованиям ГОСТ 7805 — 70, 7798 — 70, 15589 — 70, 10602 — 94.
2. Шестигранную уменьшенную головку, выпущенную по правилам 1559 — 70 ГОСТа 7808 — 70, 7796 — 70.
3. Высокопрочные изделия для крепёжа, согласно ГОСТ 22353 — 77.
4. Шестигранные детали, имеющие высокопрочные увеличенные размеры, соответствующие ГОСТ Р 52644 — 2006.
Способ определения номера на гаечный ключ
Высокая популярность наблюдается при закупках шестигранных гаек. Они отличаются размерами — M6, M8, M10, M12, М 16, М 24, М20, М30, М27, М 36, М 52, М 48, М 42. Соединение болта с гайкой происходит с применением гаечных ключей. Информацию о рабочих профильных ключах наносят на тело рукоятки, примеры:7 на 8 или 17 х 19. При помощи таблицы предоставляется возможность с лёгкостью отыскать требуемый гаечный ключ, вычислить подходящий под рабочий болт от М1,6 до М110.
Определённая работа выполняется гаечными ключами с разными профилями. Когда возникает необходимость, работают с применением: газовых, накидных, баллонных, комбинированных, шестигранных, свечных — при замене свечи зажигания, торцевыми, рожковыми, разводными. Иногда применяются крепёжные метизы с нестандартными размерами. В таких случаях используются детали Гост, ОСТ или подготавливают заказы строго по чертежам.
Частое применение находят универсальные гаечные ключи, отлично совмещающиеся с метизами различных диаметров. Ими удобно работать. У таких изделий есть промежуточная длина, расположенная между двух параллельных граней. С точностью замерить её, не пользуясь другими инструментами можно, узнав диаметр резьбы, указанный в прилагаемых к крепёжным изделиям документах.

Предлагаемые варианты
Гайки являются разновидностью крепёжных изделий, которые нужны под резьбовые соединения. Ключевым отличием гайки считается резьба. Их применяют для болтового соединения в паре с другими деталями. Для этого пользуются специальными приспособлениями или инструментом, которым определяют диаметр резьбы. Как вариант — воспользоваться технической документацией.
Промежуточная длина между двумя параллельными гранями диаметра головки изменяется, её следует вычислять. Правильные замеры выполняют при помощи линейки, тогда в подобранном ключе получится чётко разместить головку болта. Точный результат параметров рекомендуется получить, работая штангенциркулем.
При определении длины стержня болтов высота головки не учитывается. При наличии стержня м16 предусматривают резьбу диаметра равным 16 мм. В автомобильном болте с заострённым концом, его длину рассчитывают с учётом направления величины.
Применение ключа с учётом резьбовой нарезки
Многие крепёжные метизы изготовлены под болт, который имеет метрическую нарезку. Определение параметров гайки с подобным диаметром выполняют дополнительными действиями. Проверке подлежат не гаечные параметры, а например, резьба винтов или стержня болта.
Гаечный ключ имеет разную длину. Размер резьбы влияет на гайку, и определена размерами: от М1 до М110. Промежуточная длина между губками на гаечном ключе допускается — 3,2 — 155 мм. Рукоятки по длине остаются 150 — 500 мм.
Комбинированный дюймовый ключ применяется при сборке крепёжных метизов на иностранных автомобилях, где отсутствует метрическая система. У инструмента по обе стороны рукоятки есть два захвата крепёжных материалов: один конец оборудован рожковым, а другой накидным ключом. Комбинированным приспособлением удобно работать.
Определение гаечных ключей
Дюймовый параметр выражается в дюймовых измерениях. Ширина зева ключа никак не связана с названием, а определяется резьбой крепёжных изделий. Она предназначается для этой категории. Если сравнить метрическую систему, то заметите существующее отличие шестигранного рабочего профиля гаек с болтами в дюймах на доли мм.
В этом кроется причина несоответствия с гаечным ключом при метрической резьбе: или наблюдается неплотное прилегание с гранями дюймовых крепёжных изделий, или совсем не накручивается. Задачу следует выполнять, работая дюймовым ключом, имеющим торцевую головку. Определение точности подходящего элемента потребует уточнения, соответствует ли наружный внутреннему диаметру болта под конкретную гайку.
Потребуется пользоваться специальной таблицей. Следует проверить высоту гайки, так как этот показатель может измениться, оказав влияние на размер высоты детали. Чтобы точно определить шаг, нужно использовать резьбомер.
Если такого инструмента нет, то необходимо подсчитать количество витков конкретного промежутка. При правильно подобранной гайке под болт, легко определить параметры ключа. При достаточном усилии можно выполнить надёжную фиксацию соединения.
Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Диаметр изделия обозначается буквой “D”, допускается написание как заглавной, так и маленькой (от сокращенного “diameter”). Соответственно, длина — это “lenght”, поэтому для обозначения используется буква “L”. Для толщины применяется понятие “stoutness” — “S”. Если понадобилось указать высоту, то указывается буква “H”, что означает “high”.
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.
Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.
Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Для точного определения шага резьбы метиза нужно посчитать число витков, расположенных на дюйме крепежного элемента. Облегчить задачу можно с помощью дюймового резьбомера.
Показатели длины по методу измерения практически не отличаются от метрического варианта. Единственная разница в том, что полученный результат обязательно делится на 25,4 мм. Число также сравнивается, как резьбовой диаметр, с данными в таблице.
Как узнать размер винта
Винт с метрической резьбой, как и соответствующие болты, имеет аббревиатуру MDxPxL. Расшифровка тоже не отличается от стандартной:
- M — обозначается показатель метрической резьбы;
- D — показатель диаметра метиза;
- P — обозначение резьбы;
- L — данные о длине крепежного элемента.
Прежде чем начать измерения, определите, к какому стандарту относится винт, а также ознакомьтесь с разновидностью метиза. Диаметр резьбы конструкции получается соответственно методу, который применяется для измерения болтов.

Всего насчитывается 4 группы крепежных элементов:
- которые имеют выступающую головку;
- полупотайные;
- потайные;
- головка у винта отсутствует.
Для каждого варианта используются соответствующие отечественные стандарты:
- метизы, которые имеют головку в форме цилиндра и внутренний шестигранник, изготавливаются по ГОСТ 11738-84;
- для крепежных изделий, оснащенных полукруглой головкой, применим ГОСТ 17473-80;
- варианты с полупотайным типом головки соответствуют ГОСТ 17474-80;
- если перед вами винт, оснащенный потайной головкой, то для него используется ГОСТ 17475-80;
- установочная разновидность, которая отличается от других наличием прямого шлица, регулируется несколькими стандартами — ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- метизы, относящиеся к категории установочных, для которых применяется шестигранник, соответствуют ГОСТ 8878-93, 11074-93, 11075-93;
- менее распространенные метизы с квадратным типом головки производят по стандартам ГОСТ 1482-84, 1485-84.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
В первом случае рабочая часть представлена по всей длине метиза, во втором случае используется только хвостовик, при этом конец для закручивания не учитывается.

Шпильки, как и другие метизы, производят по стандартам:
- метизы с резьбой DIN 975;
- размерный вариант, соответствующий DIN 976-1;
- конструкции, предназначенные для установки в гладкие участки, регулируются ГОСТ 22042-76, 22043-76;
- метизы для создания фланцевого прочного соединения ГОСТ 9066-75.
Также есть другие варианты, которые отличаются закручиваемым концом и показателем длины. Для них применяются прочие нормативы ГОСТ.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.
Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.
Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Способы для измерения размера шплинта
Предусмотрено три варианта шплинтов, при этом для каждого применяется свой метод измерения.
У разводных шплинтов в число размеров входит условный диаметр. Значение параметра определяется показателем диаметра отверстия, предназначенного для монтажа. Примечательно, что реальный диаметр крепежного элемента имеет меньшие размеры, чем условный. Возможная разница между ними указана в ГОСТ 397-79.

Для нахождения длины разводного шплинта существует специальный способ. Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Игольчатый вариант шплинтов характеризуется фиксированной длиной, регулируемой нормативом DIN 11024. Чтобы узнать размер метиза, требуется проверить показатели диаметра шплинта.
Быстросъемные метизы, оснащенные кольцом, тоже отличаются фиксированной длиной. Для конструкций применяется DIN 11024. Чтобы узнать размер крепежного элемента, воспользуйтесь полученными показателями диаметра.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.

Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Человеку, который ничего не знает о метизном ряде, будет сложно разобраться в определении их разновидностей. Особенно если нет должного опыта в замере правильных размеров крепежных элементов. Если начать с простого, то для базового понимания необходимы замеры толщины, длины и диаметра. Однако сталкиваясь с обычными на первый взгляд болтами и гайками многие не знают, как правильно определить размер.
Параметры, по которым можно узнать базовую информацию об изделии – это длина, толщина, диаметр, а также может быть высота.
Чертежными обозначениями принято писать первую букву названия отдельного параметра. Она может быть, как большим шрифтом, так и малым. Получаем следующее:
- «D» от слова «diameter» и соответствует диаметру;
- «L» от слова «lenght» что означает длину;
- «S» от слова «stoutness» определяет толщину;
- «H» от слова «high» по возможности измеряется высота.
Во время измерения того или иного метиза существуют тонкости, которых следует придерживаться, чтоб определить правильный размер.
Правильное измерение болта
Если измеряемый болт с метрическим видом резьбы, тогда в информации о нем делают обозначение MDxPxL.
Данная аббревиатура обозначает следующее:
- M — изделие с метрической резьбой;
- D — значение диаметра метиза;
- P — информация касательно шага резьбы. Может встречаться мелкий, крупный и особо мелкий. Если шаг крупный, то значение не пишут;
- L — длинна изделия.
Показания, которые были замерены, записываются в миллиметрах.
Чтоб безошибочно определить размер болтов и их тип, необходимо разобраться с их разновидностями. Для этого существуют жесткие нормы ГОСТ из советского времени, а по европейским меркам ISO. Могут быть немецкие стандарты с пометкой DIN. Только когда известен тип можно приступать к замерам.
Для проведения замеров необходимы специальные инструменты. Ими могут быть штангенциркуль, микрометр или шаблонная линейка. Для контроля резьбы измерений необходимо пользоваться калибрами «ПР-НЕ». Дословная расшифровка читается как «проходная-непроходная». Где ПР навинчивается без усилий, тогда как НЕ не навинчивается вообще.
Длину измерять лучше линейкой или более точным инструментом — штангенциркулем. Каждый резьбовой метиз имеет свой определённый шаг резьбы. А чтоб его узнать есть инструмент, называемый шагомером. Если такого инструмента нет под рукой, то можно произвести межвитковой замер штангенциркулем.
Такой метод измерения точнее определит шаг, если метиз будет крупного размера. Увы на мелких элементах возможны погрешности в правильности измерений. Чтоб этого не было следует делать замер нескольких витков. К примеру, если отмерять 10 витков и результат поделить на 10 получится необходимый шаг.
Когда метиз перемерен, то соответствующее значение можно отследить в специальной таблице. В случае, когда такого значения нет, возможно вы держите метиз с дюймовым шагом. Данному ряду также соответствует своя таблица. И для правильного определения размера следует прибегнуть к ней.
Болт сам по себе не так прост, как может показаться. Сфера применения болтов необычайно широка, что говорит о разнообразии геометрических форм и размеров для различных задач. Головка болта может быть следующих разновидностей:
- Головка выступает над поверхностью;
- Головка спрятана в материал заподлицо.
Когда производится замер длины метиза с выступающей головкой, она в расчет не берется. Следующие нормы ГОСТ помогут определить вид метиза по его головке:
- Метиз с выступающей головкой шестигранного вида — ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- Для некоторых случаев крепление предусматривает уменьшенные шестигранные головки по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- Если на деталь будет воздействовать нагрузка любого типа, то необходимо применять метизы с высокой прочностью по ГОСТ 22353-77;
- Для скрепления крупных деталей применяют метизы с шестью гранями увеличенного размера ГОСТ Р 52644-2006;
- Болт с шестигранной головкой, который имеет винтовое направление ГОСТ 7811-70, 7795-70, 15590-70;
- Если необходима точность, то применяется уменьшенная головка болта для крепления в отверстиях после прохода развертки ГОСТ 7817-80;
- Для болтов с увеличенной головкой существует ГОСТ 7801-81;
- Для подъемаили крепления деталей в подвешенном состоянии используют рым-болт с петлей отечественного стандарта ГОСТ 4751-73;
- Применяются также головки в виде полукруга больших размеров с квадратным подголовком ГОСТ 7802-81.
Болт для крепежа под потайной заход измеряется вместе с резьбовой частью по следующим стандартам:
- Метизы для шин ГОСТ 7787-81;
- Головка под потайной заход с усом по стандарту ГОСТ 7785-81;
- Подголовок квадратный, а внутренняя часть под потайной заход может быть разной по ГОСТ 7786-81.
Чтоб узнать, какого стандарта болт, необходимо знать, какие могут быть разновидности головок. В случае если головка имеет шесть граней, можно воспользоваться ключом. Бывают виды, когда головка цилиндрической формы для потайных мест, тогда градация определяется по диаметру.
Определение болта с дюймовой градацией
В ходе ознакомления с документами и стандартами может попадаться сокращенное обозначение D”-NQQQxL, которое имеет следующие значения:
- D” – обозначает диаметр и может быть представлено в виде целого числа. В случае различных размеров могут применяться дроби и номера в случае с небольшим размером;
- N — обозначение количества витков в одном дюйме;
- QQQ — это прямое обозначение дюймовой резьбы, также может встречаться и с четырьмя буквами;
- L — определяет длину, измеряемую в дюймах.
Когда возникла необходимость узнать диаметр резьбы на дюймовом болте, тогда полученные измерения необходимо разделить на 25,4 мм. В итоге получится дюймовое значение, которое необходимо будет найти в подходящей таблице UNC.
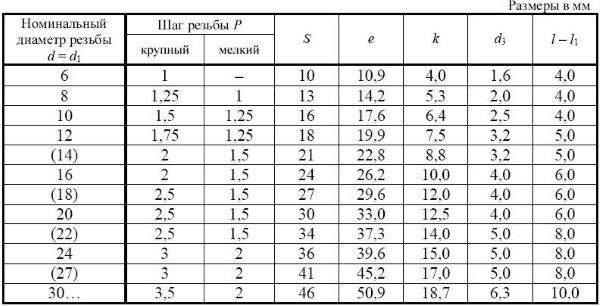
| Номинальный диаметр резьбы d=d1 | Шаг резьбы P | S | e | k | d3 | l-l1 | |
| крупный | мелкий | ||||||
| 6 | 1 | 10 | 10,9 | 4,0 | 1,6 | 4,0 | |
| 8 | 1,25 | 1 | 13 | 14,2 | 5,3 | 2,0 | 4,0 |
| 10 | 1,5 | 1,25 | 16 | 17,6 | 6,4 | 2,5 | 4,0 |
| 12 | 1,75 | 1,25 | 18 | 19,9 | 7,5 | 3,2 | 5,0 |
| (14) | 2 | 1,5 | 21 | 22,8 | 8,8 | 3,2 | 5,0 |
| 16 | 2 | 1,5 | 24 | 26,2 | 10,0 | 4,0 | 6,0 |
| (18) | 2,5 | 1,5 | 27 | 29,6 | 12,0 | 4,0 | 6,0 |
| 20 | 2,5 | 1,5 | 30 | 33,0 | 12,5 | 4,0 | 6,0 |
| (22) | 2,5 | 1,5 | 34 | 37,3 | 14,0 | 5,0 | 8,0 |
| 24 | 3 | 2 | 36 | 39,6 | 15,0 | 5,0 | 8,0 |
| (27) | 3 | 2 | 41 | 45,2 | 17,0 | 5,0 | 8,0 |
| 30… | 3,5 | 2 | 46 | 50,9 | 18,7 | 6,3 | 10,0 |
Шаг резьбы измеряется тем же образом, как и метрические болты. Но в данном случае измеряются витки на дюймовом расстоянии. Упростить задачу можно при наличии резьбомера с дюймовыми значениями.
Длинна изделия та же, но исчисляется в другой форме. Главное не забывать, что для правильного вычисления размера замер необходимо делить на 25,4 мм. Ориентируясь по таблице можно с легкостью найти подходящее значение.
Винт и все о его размерах
Подобно болтам винт имеет метрическую резьбу и обозначается следующей аббревиатурой MDxPxL. Разъяснение похожее, как и для стандартной резьбы:
- M — означает что резьба метрическая;
- D — показывает диаметр изделия;
- P — тип резьбы;
- L — общая длинна метиза.
Замеры следует производить только после выяснения точного ГОСТ, к которому принадлежит изделие. Учтите, что могут быть несколько разновидностей изделия. Для определения диаметра резьбы стоит воспользоваться штангенциркулем, чтоб получить точное значение.
Все крепежные винты имеют 4 разные группы:
- С выступающей верхней головкой;
- С наполовину углубленной головкой;
- Головка углублена целиком;
- Головка на винте отсутствует.
Согласно уже имеющимся советским стандартам определяется подходящий вариант крепежа:
- Крепежный элемент с цилиндрической верхней головкой под внутренний шестигранный ключ соответствует ГОСТ 11738-84;
- Если изделия выполнены в виде полукруглого элемента, к ним применяется ГОСТ 17473-80;
- Когда головка скрывается наполовину в материале — это ГОСТ 17474-80;
- В случае, когда крепёжная головка скрывается полностью — это ГОСТ 17475-80;
- Если метиз оборудован прямым шлицом, ему соответствуют несколько стандартов ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- Если в метизе присутствует шестигранник, то крепеж соответствует ГОСТ 8878-93, 11074-93, 11075-93;
- Редко пользующиеся спросом крепежи с квадратной головкой делают по следующим стандартам ГОСТ 1482-84, 1485-84.
Как правильно определить размер шпильки
Основная резьба, применяемая на шпильках, это метрическая. Ей соответствует следующее обозначение в виде MDxPxL. Нового здесь ничего нет, замеры такие же, как и в предыдущих вариантах:
M — метиз с метрической резьбой;
D — диаметр изделия;
P — шаг, измеряемый в миллиметрах;
L — длинна части которая будет задействована в работе.
Беря за ориентир соответствующий стандарт ГОСТ, производятся измерения согласно типу шпильки. Чтоб разобраться, с какой целью будет использоваться метиз, их делят на 2 группы:
- Конструкция метиза, который будет ввинчиваться в гладкие отверстия;
- Конец с элементом для крепежа для вкручивания в отверстие.
Первый тип использует для крепления всю резьбу по длине. Тогда как на втором варианте резьба нарезана только в конце.
Производство шпилек соответствует следующим стандартам:
- Резьбовые шпильки DIN 975;
- Размерный вариант DIN 976-1;
- Используются при ввинчивании на гладких участках ГОСТ 22042-76, 22043-76;
- Если необходимо скрепить фланцы, тогда стоит использовать метизы следующего стандарта — ГОСТ 9066-75.
Могут попадаться и прочие разновидности, на которые распространяются отдельные нормативы стандартов ГОСТ.
Определение размера заклепки
Заклепка представляет собой полнотелый метиз, с головкой который монтируется на изделие при помощи молотка. По документальной составляющей имеет следующее обозначение DxL. Обозначение говорит о следующем:
D — диаметр заклепочного тела;
L — общая длинна заклепки.
Когда осуществляется замер, можно ошибиться, так как нормативы ГОСТ используют несколько групп из-за различий в длине:
- Головка, выступающая над плоскостью;
- Метиз с потайным креплением;
- Возможность неполного потайного крепления.
Во время производства производители придерживаются следующих стандартов:
- Если головка метиза цилиндрической формы — ГОСТ 10303-80;
- Производство крепежа с потайной головкой по ГОСТ 10300-80;
- Вариант, когда головка полукруглого сечения — ГОСТ 10299-80;
- Когда головка метиза скрывается не полностью — ГОСТ 10301-80.
Можно использовать заклепки отрывного типа. Их принцип заключается в вытаскивании стержня, который уплотняет заклепку между двумя материалами.
У данных метизов отдельные стандарты производства:
- Заклепки отрывные с цилиндрической головкой по стандарту DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- Заклепка с выпуклостью и потайным креплением соответствует DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Размерные разновидности шплинтов
Шплинтов существует три варианта, и измеряются все они по-разному.
Разводные шплинты характеризуются дополнительным значением размера условного диаметра. Этот относительный диаметр касается отверстия под монтаж шплинта. Условный диаметр всегда будет больше, чем реальный. Разница в диаметрах отображена в ГОСТ 397-79.
Чтоб определится какой длины шплинт, следует сделать следующее. Все разводные шплинты оканчиваются длинным и коротким концом. Так вот правильная длинна метиза — от изгиба головки до конца короткого края.
В случае с игольчатым шплинтом здесь размер фиксирован и контролируется по нормативу DIN 11024. Размер метиза определяется по его диаметру.
Шплинты быстросъёмны, имеют кольцо, и длинна у них всегда фиксированная. В большинстве случаев применяются изделия по нормативу DIN 11024. Размер шплинта определяется по значению его диаметра.
Произведение замеров гайки
Основная часть гаек с метрической резьбой. Чтоб понять с каким диаметром предстоит иметь дело, необходимо будет произвести дополнительные замеры. Правильное значение всегда дает винт или болт от гайки. Такие измерения будут считаться наиболее точными.
Когда выполнен замер резьбы внутри гайки, мы получаем внутренний диаметр d вн.
Для более точного определения результата метрической резьбы необходимо знать соответствие d вн диаметру такого же болта. Для простоты подсчетов используйте таблицу.
Если применять калибры, можно точно определить необходимую резьбу. Методика калибра «проходная-непроходная» основана на свободном соединении одного края и отсутствию соединения другого края.
Вид гаек так же отличается, даже невооруженным взглядом можно заметить разницу. Для определения стандарта метиза необходимо измерять высоту. Так как есть несколько разновидностей высоких, низких, сверх высоких и прочих гаек метизного ряда.
Гайка так же, как и болт использует габариты «под ключ». В данном случае есть различие между метизами.
Точный размер шага резьбы можно замерять, воспользовавшись методом замера шага резьбы на болте. Для замеров необходим будет инструмент резьбомер или если его нет, то необходимо сосчитать количество витков на промежутке метиза.
Замер гайки с дюймовым размером
Для определения правильности резьбы на гайке с дюймовой резьбой, сперва необходимо взять соответствующий болт. Бывают случаи, когда под рукой нет болта, но есть только гайка, тогда поможет резьбомер. Полученный результат благодаря резьбомеру будет правильным, если не забывать его делить на 25,4 мм.
Шайба и ее размеры
Шайба имеет свое собственное обозначение, которое записывается как буква D. В прилагаемой документации такая расшифровка гласит, что это диаметр с метрической резьбой метизного изделия, применимого вместе с крепёжным элементом.
Для точности измерения шайб следует воспользоваться штангенциркулем. Полученный результат всегда будет немного больше, чем в обозначении. Такое свойство метиза обуславливается в связи со свободным ходом шайбы при монтаже ее на изделие. Таким образом такой зазор помогает без проблем надеть шайбу.
![]()
Новый онлайн видеокурс «SolidWorks. С нуля до профессионала» всего за 11 000!!!
Разъемные соединения (продолжение)
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
5.2 Крепежные изделия
5.2.1 Общие положения
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.
Болты, винты, шпильки, гайки общего назначения изготовляют из углеродистых, легированных, коррозионно-стойких и других сталей и из цветных металлов.
В зависимости от условий эксплуатации крепежные детали выпускают с тем или иным покрытием.
Таким образом, число стандартов, определяющих форму, размеры, материал, покрытие и другие характеристики крепежных деталей, весьма велико, причем, каждый из них содержит соответствующие условные обозначения, ссылки на которые, помещаемые в конструкторской документации, должны быть точными.
Структура условного обозначения стандартного крепежного изделия:
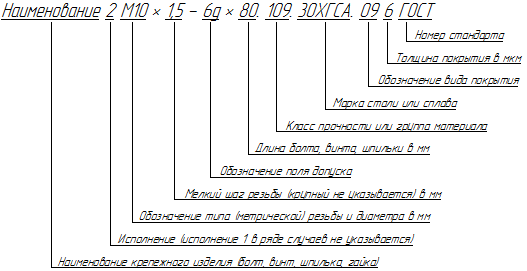
Рисунок 5.16 — Структура условного обозначения крепежных стандартных изделий
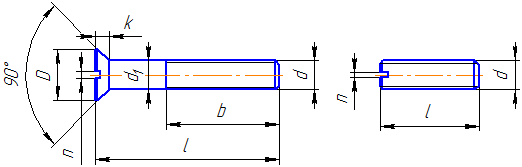
5.2.2 Болты
Болт представляет собой резьбовой стержень с головкой различной формы, чаще всего, в форме шестигранной призмы (Рисунок 5.17). Размеры и форма головки позволяют использовать ее для завинчивания болта при помощи стандартного гаечного ключа. На головке болта выполняется коническая фаска, сглаживающая острые края головки. Существует значительное количество типов болтов. Наиболее распространены болты с шестигранной головкой нормальной точности, размеры которых определяет ГОСТ 7798-80, предусматривающий изготовление болтов в четырех исполнениях.
На Рисунке 5.17 дано изображение болта 1 исполнения.
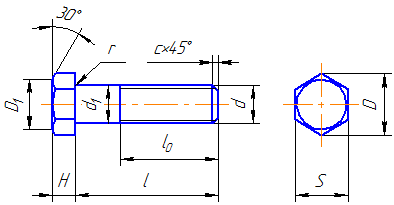

Рисунок 5.17 — Изображение болта
Обозначение: Болт М12х1,25 – 6gх60.58 ГОСТ 7798-80 — болт исполнения 1 (исполнение 1 не указывают) с наружным диаметром резьбы 12 мм, с шагом 1,25 мм, длиной 60 мм, классом прочности 5.8, без покрытия.
| Диаметр резьбы d | Шаг резьбы P | Диаметр стержня d1 | Размер «под ключ» S | Высота H | Диаметр описанной окружности D, не менее | Радиус под головкой r | Длина резьбы l0 | ||
|---|---|---|---|---|---|---|---|---|---|
| крупный | мелкий | не менее | не более | ||||||
| 10 | 1.5 | 1.25 | 10 | 17 | 7.0 | 18.7 | 0.4 | 1.1 | 26 |
| 12 | 1.75 | 1.25 | 12 | 19 | 8.0 | 20.9 | 0.6 | 1.6 | 30 |
| (14) | 2 | 1.5 | 14 | 22 | 9.0 | 24.3 | 0.6 | 1.6 | 34 |
| 16 | 2 | 1.5 | 16 | 24 | 10.0 | 26.5 | 0.6 | 1.6 | 38 |
| (18) | 2.5 | 1.5 | 18 | 27 | 12.0 | 29.9 | 0.6 | 1.6 | 42 |
| 20 | 2.5 | 1.5 | 20 | 30 | 13.0 | 33.3 | 0.8 | 2.2 | 46 |
| (22) | 2.5 | 1.5 | 22 | 32 | 14.0 | 35.0 | 0.8 | 2.2 | 50 |
| 24 | 3 | 2 | 24 | 36 | 15.0 | 39.6 | 0.8 | 2.2 | 54 |
| 27 | 3 | 2 | 27 | 41 | 17.0 | 45.2 | 0.8 | 2.7 | 60 |
- Стандартную длину l болта выбирают из ряда, мм: (28), 30, (32), 35, (38), 40, 45, 50, 55, 60, 65, 70, 75, 80, (85), 90, (95), 100, (105), 110 и т. д.
- Длины болтов, заключенных в скобки, применять не рекомендуется.
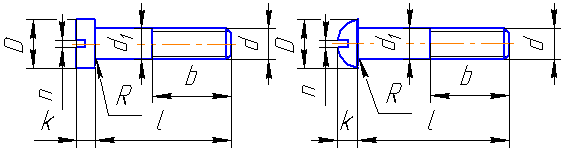
5.2.3 Винты, шурупы
Винт для металла представляет собой резьбовой стержень с головкой под отвертку или ключ.
Винты подразделяются на крепежные и установочные (нажимные, регулировочные и др.).
Наиболее широко применяют винты крепежные общего назначения с цилиндрической головкой по ГОСТ 1491-80* (Рисунок 5.18, а); с полукруглой — по ГОСТ 17473-80*(Рисунок 5.18, б); с потайной — по ГОСТ 17475-80* (Рисунок 5.18, в), установочный — по ГОСТ 1477-93 (Рисунок 5.18, г).
 |
|
| а | б |

 |
|
| в | г |

Рисунок 5.18 — Изображение винтов: а — с цилиндрической головкой, б — с полукруглой головкой, в — с потайной головкой, г — установочный
Обозначение: Винт А.М8 – 6gх50.48 ГОСТ 1491-80*; Винт В2.М8х1–8gх50.48 ГОСТ 17475-80* — А и В — классы точности; 2 — исполнение. Дальнейшие части обозначений пояснений не требуют (см. выше).
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.6 | 3.3 | 3.9 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | 11.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.2 | 1.5 | 1.8 | 2.3 | 2.7 | 3.2 | 3.6 | 4.0 | 4.5 | 5.0 |
| не более | 1.6 | 2.0 | 2.3 | 2.8 | 3.2 | 3.8 | 4.2 | 4.6 | 5.1 | 5.6 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.8 | 3.5 | 4.2 | 5.6 | 7.0 | 8.0 | 9.5 | 11.0 | 12.0 | 14.0 | |
| Радиус сферы R1 | 3.6 | 4.4 | 5.1 | 6.6 | 8.1 | 9.1 | 10.6 | 12.1 | 13.6 | 15.1 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.6 | 2.1 | 2.3 | 3.26 | 3.76 | 3.96 | 4.26 | 4.76 | 5.26 | 5.76 |
| не более | 2.0 | 2.5 | 2.7 | 3.74 | 4.24 | 4.44 | 4.74 | 5.24 | 5.74 | 6.24 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d.
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.4 | 9.2 | 11.0 | 14.5 | 18.0 | 21.5 | 25.0 | 28.5 | 32.5 | 36.0 | |
| Высота головки K | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 0.8 | 1.0 | 1.2 | 1.6 | 2.0 | 2.4 | 2.8 | 3.2 | 3.6 | 4.0 |
| не более | 1.1 | 1.35 | 1.6 | 2.1 | 2.6 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d.
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Длина винта l | Длина резьбы b (нормальная) | |||||||||
| 10 | 10 | 10 | 10 | |||||||
| 12 | 12 | 12 | 12 | 12 | ||||||
| 14 | 14 | 14 | 14 | 14 | ||||||
| 16 | 16 | 16 | 16 | 16 | ||||||
| 20 | 14 | 16 | 20 | 20 | 20 | |||||
| 25 | 14 | 16 | 18 | 22 | 25 | 25 | 25 | 25 | ||
| 30 | 14 | 16 | 18 | 22 | 26 | 30 | 30 | 30 | 30 | |
| 35 | 14 | 16 | 18 | 22 | 26 | 30 | 35 | 35 | 35 | |
| 40 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 40 | 40 | |
| 45 | — | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 45 | 45 |
| 50 | — | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 55 | — | — | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 60 | — | — | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 65 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 70 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 75 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
- Стандартную длину l винта выбирают из ряда, мм: 2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
- Если длина резьбы b больше длины винта l, то резьба нарезана по всей длине стержня.
- Размеры шлица выбирают по ГОСТ 24669-81
- Радиусы под головкой винта выбирают по ГОСТ 24670-81
- Размеры фасок выбирают по ГОСТ 10549-80
- Стандарт устанавливает размеры винтов с диаметром резьбы d= 1…20 мм.
- Длины винтов, заключенных в скобки, применять не рекомендуется.
Шурупы — винты с заостренным концом для скрепления деревянных и пластмассовых деталей.
Наибольшее распространение получили шурупы с потайной (конической) головкой (Рисунок 5.19, а) и с полукруглой (сферической) головкой (Рисунок 5.19, б).
Обозначение: Шуруп 1 — 3х20 ГОСТ 1145-80, где 1 — исполнение, 3 — диаметр, 20 — длина шурупа с потайной головкой.
 |
|
| а | б |

Рисунок 5.19 — Изображение шурупа
5.2.4 Шпильки
Шпилька — цилиндрический стержень, с обеих сторон которого нарезана резьба (Рисунок 5.20).
Резьбовой конец шпильки lвв называется ввинчиваемым или посадочным резьбовым концом. Он предназначен для завинчивания в резьбовое отверстие одной из соединяемых деталей. Длина lвв определяется материалом детали:
lвв = (0,8…1)d — для стальных и латунных деталей;
lвв = (1,2…1,6)d — для чугунных;
lвв = (2…2,5)d — для легких сплавов (алюминий…).
lвв = 2,5d — для деталей из полимерных материалов.
Резьбовой конец шпильки l2 предназначен для навинчивания на него гайки при соединении скрепляемых деталей. Под длиной шпильки L понимается длина стержня без ввинчиваемого резьбового конца. Длина гаечного конца l2 может иметь различные значения, определяемые диаметром резьбы d и высотой гайки.
Номер стандарта определяет длину ввинчиваемого конца.
Обозначение: Шпилька 2М10х1,25-6gх200.58 ГОСТ 22040-76, где 2 — исполнение, 10 — наружный диаметр метрической резьбы, 1,25 — шаг мелкий в мм, 6g — поле допуска, 200 — длина в мм, 5.8 — класс прочности, шпилька с ввинчиваемым концом длиной 2,5d.
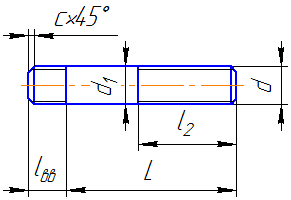

Рисунок 5.20 — Изображение шпильки
|
Длина ввинчиваемого конца lвв |
ГОСТ |
Материал, в который ввинчиваются шпильки |
|
|---|---|---|---|
|
Шпильки нормальной точности В |
Шпильки повышенной точности А |
||
| d | 22032-76 | 22033-76 |
Сталь, бронза, латунь и т.п. |
| 1,25d | 22034-76 | 22035-76 |
Ковкий и серый чугун (допускается сталь, бронза) |
| 1,6d | 22036-76 | 22037-76 |
Ковкий и серый чугун (допускается сталь, бронза) |
| 2d | 22038-76 | 22039-76 |
Легкие сплавы (допускается сталь) |
| 2,5d | 22040-76 | 22041-76 |
Легкие сплавы (допускается сталь) |
| lвв= l2 | 22042-76 | 22043-76 |
Без ограничения |
| d | Шаг Р | lвв=d(ГОСТ 22032-76) | lвв=1,25d (ГОСТ 22034-76) | lвв=1,6d (ГОСТ 22036-76) | lвв=2d (ГОСТ 22038-76) | lвв=2,5d (ГОСТ 22040-76) | l2 | |
|---|---|---|---|---|---|---|---|---|
| Крупный | Мелкий | |||||||
| 10 | 1,5 | 1,25 | 10 | 12 | 16 | 20 | 25 | 26 |
| 12 | 1,75 | 1,25 | 12 | 15 | 20 | 24 | 30 | 30 |
| 16 | 2 | 1,5 | 16 | 20 | 25 | 32 | 40 | 38 |
| 20 | 2,5 | 1,5 | 20 | 25 | 32 | 40 | 50 | 46 |
| 24 | 3 | 2 | 24 | 30 | 38 | 48 | 60 | 54 |
| 30 | 3,5 | 2 | 30 | 38 | 48 | 60 | 75 | 66 |
| 36 | 4 | 3 | 36 | 45 | 56 | 72 | 88 | 78 |
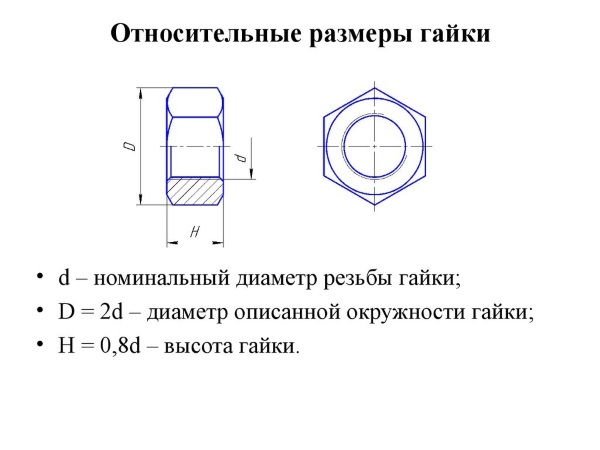
5.2.5 Гайки
Гайки в зависимости от назначения и условий эксплуатации бывают шестигранные, шестигранные прорезные, корончатые, гайки-барашки, круглые шлицевые, колпачковые и другие.
Наиболее широко применяют гайки шестигранные, выпускаемые в одном, двух и трех исполнениях нормальной, повышенной и грубой точности (классов А, В, С соответственно), нормальной высоты, низкие, высокие, особо высокие (Рисунок 5.21 и таблица 5.12).
Обозначение: Гайка 2М12х1,25 — 6Н.12.40Х.016 ГОСТ 5915 — 70*, где 2 — исполнение, 12 — наружный диаметр метрической резьбы, 1,25 — мелкий шаг в мм, 6Н — поле допуска, 12 — класс прочности, 40Х — марка стали, 016 — вид и толщина покрытия.
Класс точности, высоту гайки, размер «под ключ» определяет стандарт.
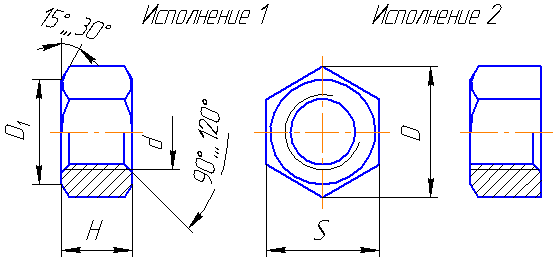

Рисунок 5.21 — Изображение гайки
|
Номинальный диаметр резьбы d |
Шаг резьбы P | Размер «под ключ» S | Диаметр описанной окружности D, не менее |
Высота Н |
|
|---|---|---|---|---|---|
| крупный | мелкий | ||||
| 4 | 0.7 | — | 7 | 7.5 | 3.2 |
| 5 | 0.8 | — | 8 | 8.6 | 4.0 |
| 6 | 1.0 | — | 10 | 10.9 | 5 |
| 8 | 1.25 | 1 | 13 | 14.2 | 6.5 |
| 10 | 1.5 | 1.25 | 17 | 18.7 | 8 |
| 12 | 1.75 | 1.25 | 19 | 20.9 | 10 |
| (14) | 2 | 1.5 | 22 | 23.9 | 11 |
| 16 | 2 | 1.5 | 24 | 26.2 | 13 |
| (18) | 2.5 | 1.5 | 27 | 29.6 | 15 |
| 20 | 2.5 | 1.5 | 30 | 33.0 | 16 |
| (22) | 2.5 | 1.5 | 32 | 35.0 | 18 |
| 24 | 3 | 2 | 36 | 39.6 | 19 |
| 30 | 3.5 | 2 | 46 | 50.9 | 24 |
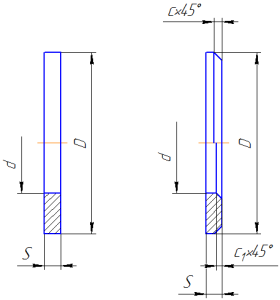
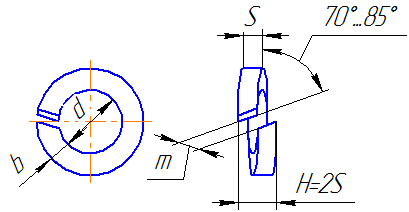
5.2.6 Шайбы, шплинты
Шайбы применяют для предохранения поверхности детали от повреждения гайкой при затяжке последней и увеличения опорной площади гайки, головки болта или винта, для устранения возможности самоотвинчивания гаек при испытываемых ими вибрациях, изменения температуры и в других случаях.
Различают шайбы круглые, квадратные, пружинные (Рисунок 5.22, а, б), стопорные, быстросъемные и другие.
Изготавливают шайбы вырубкой из листового материала (металла, кожи, резины, пластмассы) или точением из пруткового металла.
Обозначение: Шайба А.12.01.08кп ГОСТ 11371-78, где А — класс точности, 12 — диаметр резьбы крепежа в мм, 08кп — марка стали (группа 01).

а

б
Рисунок 5.22 — Изображение шайбы (а — обычная шайба ГОСТ 11371-78, б — пружинная ГОСТ 6402-70)
| Диаметр резьбы крепежной детали | Наружный диаметр шайбы D | Внутренний диаметр шайбы d | Толщина шайбы S | Фаска наружная c | Фаска c1 | |
|---|---|---|---|---|---|---|
| не менее | не более | не менее | ||||
| 6 | 12.5 | 6.4 | 1.6 | 0.4 | 0.8 | 0.8 |
| 8 | 17 | 8.4 | 1.6 | 0.4 | 0.8 | 0.8 |
| 10 | 21 | 10.5 | 2.0 | 0.5 | 1.0 | 1.0 |
| 12 | 24 | 13.0 | 2.5 | 0.6 | 1.25 | 1.25 |
| 14 | 28 | 15.0 | 2.5 | 0.6 | 1.25 | 1.25 |
| 16 | 30 | 17.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 18 | 34 | 19.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 20 | 37 | 21.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 22 | 39 | 23.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 24 | 44 | 25.0 | 4.0 | 1.0 | 2.0 | 1.5 |
| 27 | 50 | 28.0 | 4.0 | 1.0 | 2.0 | 1.5 |
| 30 | 56 | 31.0 | 4.0 | 1.0 | 2.0 | 2.0 |
Шплинты применяют для предупреждения самоотвинчивания прорезных и корончатых гаек при вибрации изделия, а также для контровки (Рисунок 5.23).
Шплинт имеет кольцевую петлю и два конца. Длина шплинта выбирается так, чтобы его концы можно было развести для фиксации его в прорези гайки.
Обозначение: Шплинт 5х45.3.036 ГОСТ 397-79, где 5 — диаметр отверстия в крепежной детали, 45 — длина в мм, 3 — условное обозначение материала, 036 — никелевое покрытие.
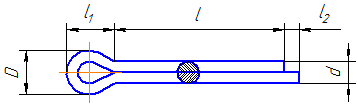

Рисунок 5.23 — Шплинт
| Условный диаметр шплинта d*0 | d | l2 | l1 | D | Рекомендуемые диаметры соединяемых деталей | l | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Наиб. | Наим. | Наиб. | Наим. | Наиб. | Наим. | Болт | Штифт, ось | |||||
| св. | до | св. | до | |||||||||
| 0,6 | 0,5 | 0,4 | 1,6 | 0,8 | 2,0 | 1,0 | 0,9 | — | 2,5 | — | 2,0 | от 4 до 8 |
| 0,8 | 0,7 | 0,6 | 1,6 | 0,8 | 2,4 | 1,4 | 1,2 | 2,5 | 3,5 | 2,0 | 3,0 | >> 5 >> 16 |
| 1,0 | 0,9 | 0,8 | 1,6 | 0,8 | 3,0 | 1,8 | 1,6 | 3,5 | 4,5 | 3,0 | 4,0 | >> 6 >> 20 |
| 1,2 | 1,0 | 0,9 | 2,5 | 1,3 | 3,0 | 2,0 | 1,7 | 4,5 | 5,5 | 4,0 | 5,0 | >> 8 >> 25 |
| 1,6 | 1,4 | 1,3 | 2,5 | 1,3 | 3,2 | 2,8 | 2,4 | 5,5 | 7,0 | 5,0 | 6,0 | >> 8 >> 32 |
| 2,0 | 1,8 | 1,7 | 2,5 | 1,3 | 4,0 | 3,6 | 3,2 | 7,0 | 9,0 | 6,0 | 8,0 | >> 10 >> 40 |
| 2,5 | 2,3 | 2,1 | 2,5 | 1,3 | 5,0 | 4,6 | 4,0 | 9,0 | 11,0 | 8,0 | 9,0 | >> 12 >> 51 |
| 3,2 | 2,9 | 2,7 | 3,2 | 1,6 | 6,4 | 5,8 | 5,1 | 11,0 | 14,0 | 9,0 | 12,0 | >> 14 >> 63 |
| 4,0 | 3,7 | 3,5 | 4,0 | 2,0 | 8,0 | 7,4 | 6,5 | 14,0 | 20,0 | 12,0 | 17,0 | >> 18 >> 80 |
| 5,0 | 4,6 | 4,4 | 4,0 | 2,0 | 10,0 | 9,2 | 8,0 | 20,0 | 27,0 | 17,0 | 23,0 | >> 22 >> 100 |
| 6,3 | 5,9 | 5,7 | 4,0 | 2,0 | 12,6 | 11,8 | 10,3 | 27,0 | 39,0 | 23,0 | 29,0 | >> 32 >> 125 |
| 8,0 | 7,5 | 7,3 | 4,0 | 2,0 | 16,0 | 15,0 | 13,1 | 39,0 | 56,0 | 29,0 | 44,0 | >> 40 >> 160 |
| 10,0 | 9,5 | 9,3 | 6,3 | 3,2 | 20,0 | 19,0 | 16,6 | 56,0 | 80,0 | 44,0 | 69,0 | >> 45 >> 200 |
| 13,0 | 12,4 | 12,1 | 6,3 | 3,2 | 26,0 | 24,0 | 21,7 | 80,0 | 120,0 | 69,0 | 110,0 | >> 71 >> 250 |
| 16,0 | 15,4 | 15,1 | 6,3 | 3,2 | 32,0 | 30,8 | 27,0 | 120,0 | 170,0 | 110,0 | 160,0 | >>112 >>280 |
| 20,0 | 19,3 | 19,0 | 6,3 | 3,2 | 40,0 | 38,6 | 33,8 | 170,0 | — | 160,0 | — | >>160 >>280 |
5.3 Резьбовые соединения
Детали машин и приборов соединяют крепежными деталями. Кроме того, применяются резьбовые соединения деталей, на одной из которых нарезана наружная, а на другой — внутренняя резьба.
Чертежи резьбовых соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
На продольных разрезах показана только та часть внутренней резьбы, которая не закрыта ввернутой в нее деталью. На поперечных вырезах, если секущая плоскость рассекает обе соединяемые детали, штриховка ввернутой детали выполняется до наружной окружности резьбы (Рисунок 5.10).
5.3.1 Соединение болтом
Болтовое соединение применяют для скрепления двух и более деталей. В болтовое соединение входят соединяемые детали, стандартные изделия — болт, гайка, шайба, (Рисунок 5.24).
В соединяемых деталях выполняют гладкие сквозные отверстия, диаметр которых больше диаметра резьбы стандартного изделия — болта (dh), (Рисунок 5.24,а; 5.25). Величину (dh выбирают в зависимости от требуемой точности сборки по ГОСТ 11284-75* (см. Таблицу 5.15). Если зазор на чертеже (при его изображении) получается меньшим 1 мм, то его можно увеличить.
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень болта, одевают шайбу и накручивают гайку.
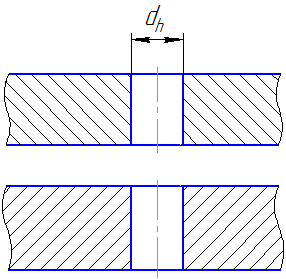 |
| а |
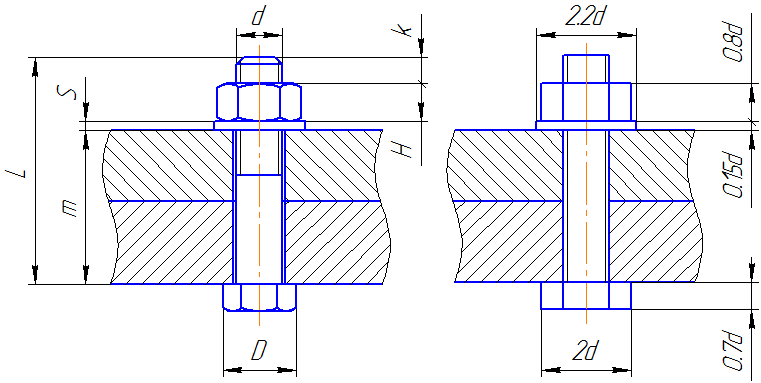 |
|
| б | в |
 |
| г |
Рисунок 5.24 Болтовое соединение: а — отверстия в соединяемых деталях, б — конструктивное изображение, в — упрощенное изображение, г — модель
Основными размерами болтового соединения являются номинальный диаметр резьбы и длина болта (Таблица 5.5). Все размеры крепежных деталей берутся из соответствующих стандартов.
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий dh | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии dh | ||||
|---|---|---|---|---|---|---|---|
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 2,5 | 2,7 | 2,9 | 3,1 | 16,0 | 17,0 | 18,0 | 19,0 |
| 3,0 | 3,2 | 3,4 | 3,6 | 18,0 | 19,0 | 20,0 | 21,0 |
| 4,0 | 4,3 | 4,5 | 4,8 | 20,0 | 21,0 | 22,0 | 24,0 |
| 5,0 | 5,3 | 5,5 | 5,8 | 22,0 | 23,0 | 24,0 | 26,0 |
| 6,0 | 6,4 | 6,6 | 7,0 | 24,0 | 25,0 | 26,0 | 28,0 |
| 7,0 | 7,4 | 7,6 | 8,0 | 27,0 | 28,0 | 30,0 | 32,0 |
| 8,0 | 8,4 | 9,0 | 10,0 | 30,0 | 31,0 | 33,0 | 35,0 |
| 10,0 | 10,5 | 11,0 | 12,0 | 33,0 | 34,0 | 36,0 | 38,0 |
| 12,0 | 13,0 | 14,0 | 15,0 | 36.0 | 37,0 | 39,0 | 42,0 |
| 14,0 | 15,0 | 16,0 | 17,0 | 39,0 | 40,0 | 42,0 | 45,0 |
На упрощенном изображении болтового соединения не показывают фаски, зазоры между стержнем болта и отверстием, резьба наносится на всей длине стержня.
Все размеры стандартных изделий рассчитываются по условно-упрощенным размерам, выраженным через отношение к диаметру резьбы — d (Рисунок 5.24, в).
Длина болта определяется по формуле:
L= m+S+H+k,
где L — длина болта; m — толщина соединяемых деталей; S — толщина шайбы; Н — высота гайки; k = (0,25 … 0,5)d — запас резьбы болта (Рисунок 5.24, б)
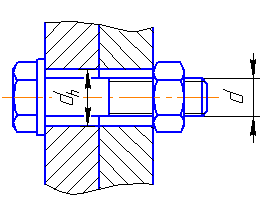
Рисунок 5.25 Конструктивный зазор между стержнем болта и отверстием в деталях
5.3.2 Соединение шпилькой
Шпилечное соединение применяют для скрепления двух и более деталей, когда по конструктивным соображениям применение болтового соединения невозможно. В шпилечное соединение входят присоединяемые детали и корпус, стандартные изделия — шпилька, гайка, шайба (Рисунок 5.26, а, б).
В присоединяемой детали выполняют сквозное гладкое отверстие, диаметром dh (см. Таблицу 5.15), как и в случае болтового соединения.
Гнездо под шпильку в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания шпильки (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р. Глубина нарезания резьбы l3 = lвв + 2Р , где Р – шаг резьбы. Размеры глубины сверления и нарезания резьбы указывают на чертеже корпусной детали.
Под длиной шпильки понимают длину ее стержня без ввинчиваемого конца — L.
Глубина ввинчивания зависит от материала корпусной детали — чем мягче материал, тем больше глубина ввинчивания (Таблица 5.10).
Последовательность сборки: ввинчивают шпильку ввинчиваемым концом в корпус до заклинивания (по сбег резьбы), одевают на стержень шпильки присоединяемую деталь, одевают шайбу, накручивают гайку.
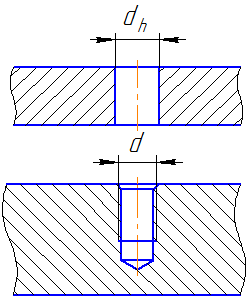 |
| а |
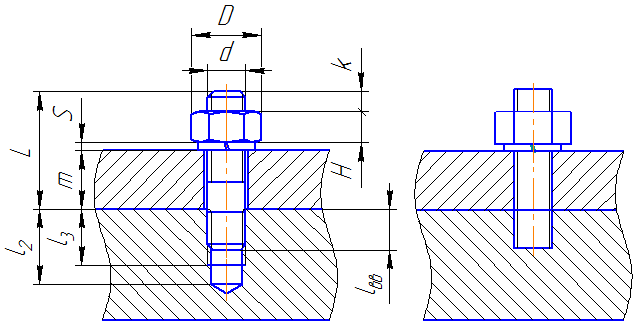 |
|
| б | в |
 |
| г |
Рисунок 5.26 — Шпилечное соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение; г — модель
5.3.3 Соединение винтом
В винтовое соединение входят присоединяемые детали и корпус, стандартные изделия — винт, иногда шайба (Рисунок 5.27, б, в, г).
В присоединяемой детали выполняют гладкое сквозное отверстие, Таблица 5.15.
Гнездо под винт в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания винта (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р (или lвв + 1d). Глубина нарезания резьбы l3 = lвв + 2,7Р , где Р – шаг резьбы (или lвв + 0,5d).
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень винта через отверстие присоединяемой детали, ввинчивают винт в корпусную деталь.
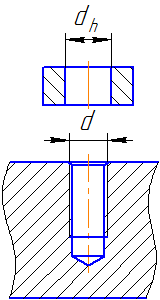 |
| а |
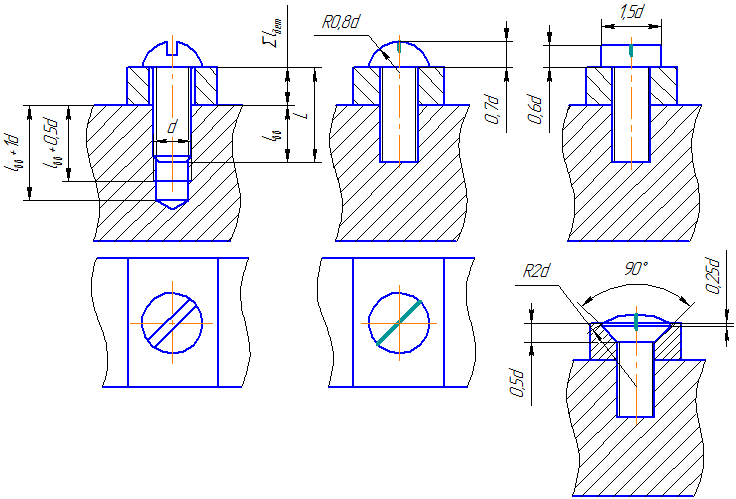 |
||
| б | в | г |
 |
| д |
Рисунок 5.27 — Винтовое соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение винта с полукруглой головкой; г — упрощенное изображение винта с цилиндрической и полупотайной головкой; д — модель
Как создать в программе КОМПАС-3D изображения резьбовых крепежных соединений, рассказано в соответствующей данной теме Лабораторной работе!
5.4 Прочие разъемные соединения
5.4.1 Соединение шпонкой, штифтом
Шпоночное соединение применяют для фиксации деталей при передаче крутящих моментов (Рисунок 5.28). Крутящий момент от вала через шпонку передается на втулку. Конструкция и размеры шпонок регламентируются стандартами.
На валу выполняют (фрезеруют) паз, повторяющий профиль шпонки на глубину, определяемую Таблицей 5.16.
В детали, одеваемой на вал, выполняют сквозной паз шириной, равной ширине шпонки, глубиной, определяемой Таблицей 5.16.
Параметры шпонки и пазов в соединяемых деталях зависят от диаметра вала в месте шпоночного соединения (Таблица 5.16).
Шпонки общего назначения подразделяют на призматические, клиновидные, сегментные.
Наиболее широко используются призматические шпонки (Рисунок 5.28). Боковые грани у этих шпонок — рабочие, под верхней имеется зазор. Сечение шпонки зависит от диаметра вала (Таблица 5.16), длина — от передаваемого крутящего момента и конструктивных особенностей соединения.
Обозначение: Шпонка 2-18х11х100 ГОСТ 23360-78, где 2 — исполнение 18х11 — сечение (18 — ширина), 100 — длина.
Последовательность сборки: шпонка закладывается в паз вала, деталь одевается на вал и шпонку смещением ее вдоль оси вращения вала.
Шпонка закрепляет втулку только от проворачивания. Требуется крепление втулки от возможного осевого смещения!

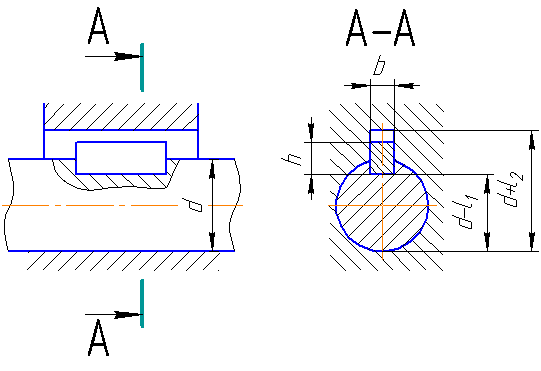
Рисунок 5.28 Шпоночное соединение
| Диаметр вала, d | Размеры сечения шпонки | Глубина вала | Радиус закругления паза, r или фаска, s1x45° | Длина шпонки, l | Фаска для шпонки, s | |||
|---|---|---|---|---|---|---|---|---|
| b | h | вал, t1 | втулка, t2 | наим. | наиб. | |||
| от 6 до 8 | 2 | 2 | 1.2 | 1.0 | 0.08 | 0.16 | от 6 до 20 | 0,15 – 0,25 |
| св. 8 >> 10 | 3 | 3 | 1,8 | 1,4 | 6 – 36 | |||
| >> 10 >> 12 | 4 | 4 | 2,5 | 1,8 | 8 –45 | |||
| св. 12 >> 17 | 5 | 5 | 3 | 2,3 | 0,16 | 0,25 | 10 – 56 | 0,25 – 0,40 |
| >> 17 >> 22 | 6 | 6 | 3,5 | 2,8 | 14 – 70 | |||
| >> 22 >> 30 | 8 | 7 | 4 | 3,3 | 18 – 90 | |||
| св. 30 >> 38 | 10 | 8 | 5 | 3,3 | 0,25 | 0,4 | 22 – 110 | 0,40 – 0,60 |
| >> 28 >> 44 | 12 | 8 | 5 | 3,3 | 28 – 140 | |||
| >> 44 >> 50 | 14 | 9 | 5,5 | 3,8 | 32 – 160 | |||
| >> 50 >> 58 | 16 | 10 | 6 | 4,3 | 45 – 180 | |||
| >> 58 >> 65 | 18 | 11 | 7 | 4,4 | 50 – 200 | |||
| св. 65 >> 75 | 20 | 12 | 7,5 | 4,9 | 0,4 | 0,6 | 56 – 220 | 0,60 – 0,80 |
| >> 75 >> 85 | 22 | 14 | 9 | 5,4 | 63 – 250 | |||
| >> 85 >> 95 | 25 | 14 | 9 | 5,4 | 70 – 280 | |||
| св. 95 >> 110 | 28 | 16 | 10 | 6.4 | 0.4 | 0.6 | 80 – 320 | 0,60 – 0,80 |
| >> 110 >> 130 | 32 | 18 | 11 | 7.4 | 90 – 360 |
Штифты применяют для точного фиксирования деталей. Они позволяют при необходимости разъединения деталей повторную сборку с сохранением точности их расположения. Штифты применяются для установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.
Последовательность сборки: устанавливают деталь на валу в нужном положении, совместно, в двух деталях, просверливают отверстие, вбивают штифт.
Так как при соединении деталей штифтом отверстие под штифт просверливается в процессе сборки, то на сборочном чертеже указываются установочные (размер 5 мм) и исполнительные размеры (Рисунок 5.30).
Штифты подразделяют на цилиндрические и конические (Рисунок 5.29).
Обозначение: Штифт 10х60 ГОСТ 3128-70, 10 — диаметр в мм, 60 — длина в мм.
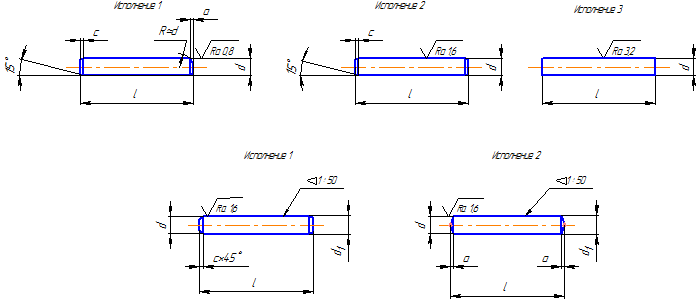
Размер d1 для конического штифта рассчитывается по формуле: d1=d+(l-2c)/50

Рисунок 5.29 — Изображение цилиндрического штифта
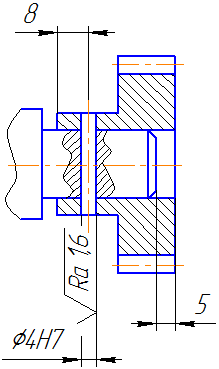
Рисунок 5.30 — Штифтовое соединение
| d | c | длина штифта, l | |
|---|---|---|---|
| цилиндрического | конического | ||
| 1 | 0,2 | от 2,5 до 18 | от 5 до 18 |
| 1,2 | 0,2 | >> 2.5 >> 25 | >> 6 >> 22 |
| 1,6 | 0,3 | >> 3 >> (32) | >> 6 >> 28 |
| 2 | 0,3 | >> 4 >> 40 | >> 8 >> 36 |
| 2,5 | 0,5 | >> 5 >> 50 | >> 10 >> 45 |
| 3 | 0,5 | >> 6 >> 60 | >> 12 >> 55 |
| 4 | 0,6 | >> 8 >> 80 | >> 16 >> 70 |
| 5 | 0,8 | >> 10 >> 100 | >> 16 >> 90 |
| 6 | 1,0 | >> 12 >> 120 | >> 20 >> 110 |
| 8 | 1,2 | >> 16 >> 160 | >> 25 >> 140 |
| 10 | 1,6 | >> 20 >> 160 | >> 28 >> 180 |
| 12 | 1,6 | >> 25 >> 160 | >> 32 >> 220 |
| 16 | 2,0 | >> 30 >> 280 | >> 40 >> 280 |
| 20 | 2,5 | >> 40 >> 280 | >> 50 >> 280 |
| 25 | 3,0 | >> 50 >> 280 | >> 60 >> 280 |
| 32 | 4,0 | >> 60 >> 280 | >> 80 >> 280 |
| 40 | 5,0 | >> 80 >> 280 | >> 100 >> 280 |
| 50 | 6,3 | >> 100 >> 280 | >> 120 >> 280 |
Длина штифтов до 36 мм выбирается из ряда: 4; 5; 6; 8; 10; 12; 14; 16; (18); 20; (22); 25; (28); 30; (32); 36, длина штифтов от 40 до 50 мм выбирается с окончанием на 0 или 5; от 60 мм и выше – с окончанием на 0.
5.4.2 Шлицевое соединение
Эти соединения называют многошпоночными, в нем шпонки выполнены как одно целое с валом, что позволяет передавать большие крутящие моменты по сравнению со шпоночным соединением. Кроме того, шлицевое соединение хорошо обеспечивает взаимное центрирование втулки (колеса) и вала, что очень важно для валов с большим числом оборотов.
Вал (Рисунок 5.32) имеет равномерно расположенные впадины (шлицы), между которыми находятся зубья. Зубья входят во впадины втулки, образуя шлицевое соединение. Профили зубьев и впадин бывают прямобочные, эвольвентные и треугольные (Рисунок 5.31). Наиболее широко применяют прямобочное соединение. Размеры шлицевых соединений установлены стандартами.
Основные параметры: число зубьев z, внутренний диаметр d, наружный диаметр D, ширина зуба b.
Шлицевое соединение изображают согласно ГОСТ 2.409-74* упрощенно (Рисунок 5.33).
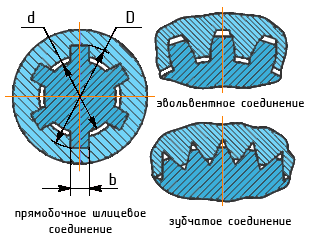
Рисунок 5.31 — Профили шлицев
Рисунок 5.32 — Вал со шлицами
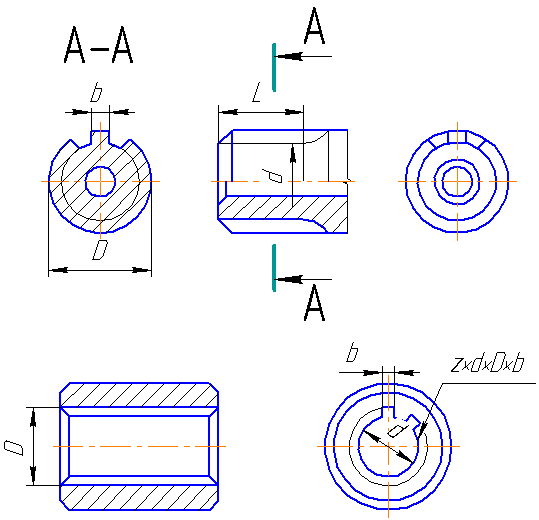
Рисунок 5.33 — Пример детали со шлицевым хвостовиком и фрагменты чертежей деталей
| Легкая серия | Средняя серия | Тяжелая серия | |||
|---|---|---|---|---|---|
| Номинальный размер «z» x «d» x «D« |
b | Номинальный размер «z» x «d» x «D« |
b | Номинальный размер «z» x «d» x «D« |
b |
| 6x23x26 | 6 | 6x11x14 | 3 | 10x16x20 | 2,5 |
| 6x26x30 | 6 | 6x13x16 | 3,5 | 10x18x23 | 3 |
| 6x28x32 | 7 | 6x16x20 | 4 | 10x21x26 | 3 |
| 8x32x36 | 6 | 6x18x22 | 5 | 10x23x29 | 4 |
| 8x36x40 | 6 | 6x21x25 | 5 | 10x26x32 | 4 |
| 8x42x46 | 8 | 6x23x28 | 6 | 10x28x35 | 4 |
| 8x46x50 | 9 | 6x26x32 | 6 | 10x32x40 | 5 |
| 8x52x58 | 10 | 6x28x34 | 7 | 10x36x45 | 5 |
| 8x56x62 | 10 | 8x32x38 | 6 | 10x42x52 | 6 |
| 8x62x68 | 12 | 8x36x42 | 7 | 10x46x56 | 7 |
| 10x72x78 | 12 | 8x42x48 | 8 | 16x52x60 | 5 |
| 10x82x88 | 12 | 8x46x54 | 9 | 16x56x65 | 5 |
| 10x92x98 | 14 | 8x52x60 | 10 | 16x62x72 | 6 |
| 10x102x108 | 16 | 8x56x65 | 10 | 16x72x82 | 7 |
| 10x112x120 | 18 | 8x62x72 | 12 | 20x82x92 | 6 |
| 10x72x82 | 12 | 20x92x102 | 7 | ||
| 10x82x92 | 12 | 20x102x115 | 8 | ||
| 10x92x102 | 14 | 20x112x125 | 9 | ||
| 10x102x112 | 16 | ||||
| 10x112x125 | 18 | ||||
| «z» — число шлицев, «d» — внутренний диаметр, «D» — наружный диаметр, «b» — ширина шлица |
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Ваша заявка отправленна
В скором времени мы с вами свяжемся