
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
При подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.


Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.

Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.

При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер.

Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Таблица резьб с наружным диаметром от 9,3 мм до 63,4 мм

Навигация по странице
- резьба метрическая
- резьба трубная
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль резьбы — это сечение витка резьбы плоскостью, проходящей через ось
цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°.
Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом,
многозаходные — шагом и ходом. Шаг резьбы — это расстояние между соседними витками.
Ход резьбы — это расстояние между витками одного захода. Ход равен расстоянию, на которое
переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и
шаг однозаходной резьбы равны.

Также резьбы могут быть правыми и левыми.
Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют
по формуле:
σ = arctg(S/(π*d2))
где S — ход резьбы, мм;
d2 — средний диаметр резьбы, мм.
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль метрической резьбы является треугольным с углом профиля 60°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 24705-2004.
Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать
верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73

Трубная цилиндрическая резьба применяется в трубопроводах, цилиндрических
резьбовых соединениях (в том числе в соединениях наружной трубной конической с внутренней трубной цилиндрической).
Профиль трубной резьбы по ГОСТ 6357-81 является треугольным с углом профиля 55°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 6357-81.
Данный ГОСТ определяет параметры резьбы трубной цилиндрической с углом профиля α = 55°, а также
допуски на нее.
Числовые значения наружных диаметров эмпирические.

наружный диаметр резьбы
Отделяйте целые дюймы от дробных пробелом
D=d, мм
Наружный диаметр резьбы в дюймах по ГОСТ 6357-81:
1/16, 1/8, 1/4, 3/8, 1/2, 5/8, 3/4, 7/8, 1, 1 1/8,
1 1/4, 1 3/8, 1 1/2, 1 3/4, 2, 2 1/4, 2 1/2, 2 3/4, 3, 3 1/4, 3 1/2, 3 3/4, 4, 4 1/2, 5, 5 1/2, 6. 6 дюймов это максимальная резьба по ГОСТ 6357-81″.
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Copyright © 2000-2023 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 Соединительная арматура для труб и шлангов
Соединительная арматура для труб и шлангов Комплектующие для гидросистем
Комплектующие для гидросистем Пневматика и пневмосистемы
Пневматика и пневмосистемы Резьбовое молочное соединение DIN11851
Резьбовое молочное соединение DIN11851
 Как измерить наружную резьбу фитинга
Как измерить наружную резьбу фитинга


 Фитинги BSP нормы ISO 228-1 ISO 8434-6 BS 5200
Фитинги BSP нормы ISO 228-1 ISO 8434-6 BS 5200
 Фитинги DKOL DKOS DIN 20066/3865 метрические
Фитинги DKOL DKOS DIN 20066/3865 метрические Фитинги DK метрические стандарты РФ СССР СНГ
Фитинги DK метрические стандарты РФ СССР СНГ 
 JIC Фитинги с дюймовой резьбой UNF и конусом уплотнения 74 градуса
JIC Фитинги с дюймовой резьбой UNF и конусом уплотнения 74 градуса
 Фитинги ORFS с дюймовые уплотнение по торцу
Фитинги ORFS с дюймовые уплотнение по торцу
 Фитинг для РВД NPTF(Ш) штуцер с наружной NPTF резьбой
Фитинг для РВД NPTF(Ш) штуцер с наружной NPTF резьбой
Содержание
- 1 Резьба метрическая. Профиль.
- 1.1 Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
- 2 Резьба метрическая. Диаметры и шаги.
- 2.1 Обозначение резьб.
- 3 Резьба метрическая. Размеры.
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.

d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
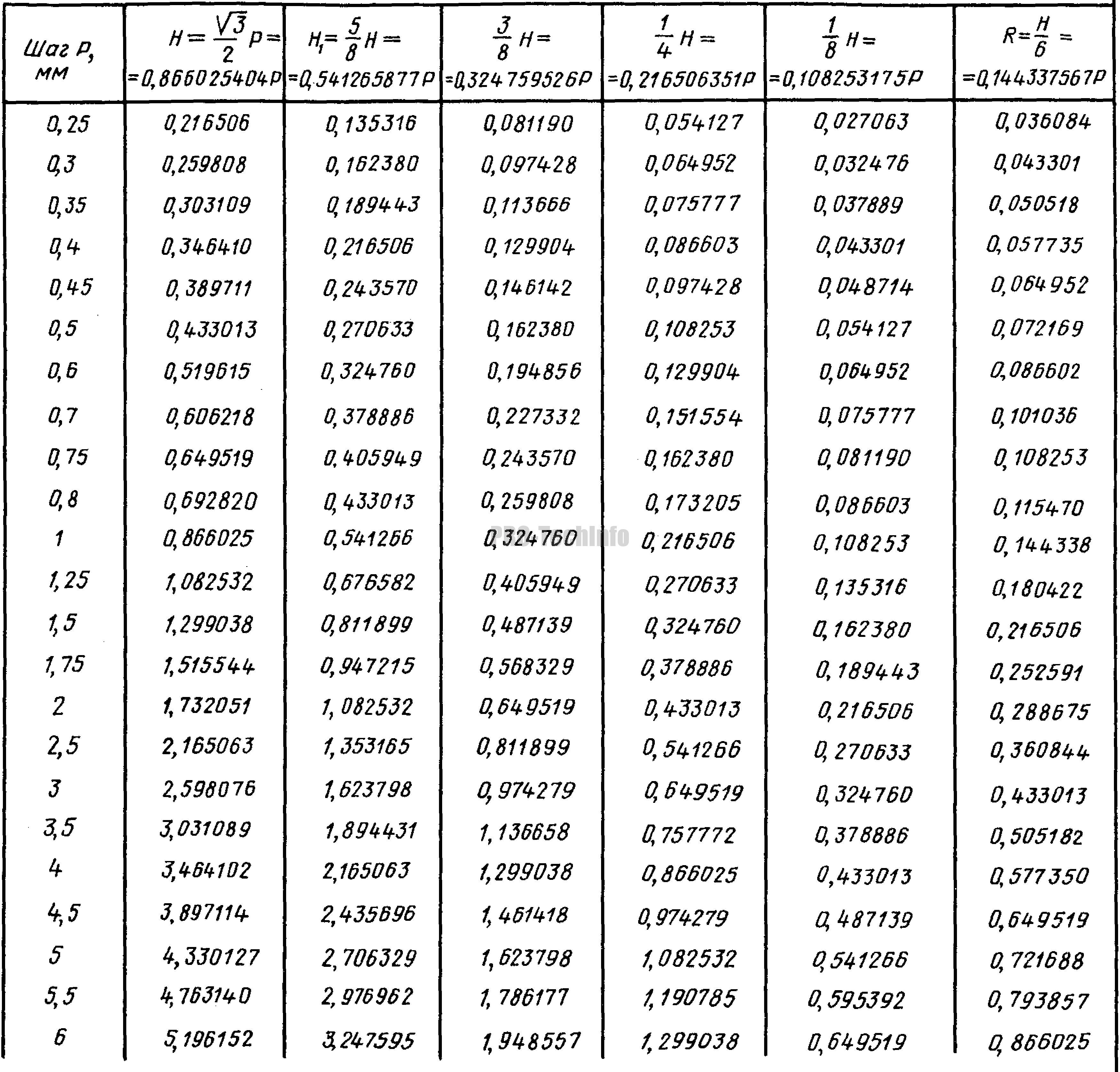
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:



где d3 — внутренний диаметр болта.
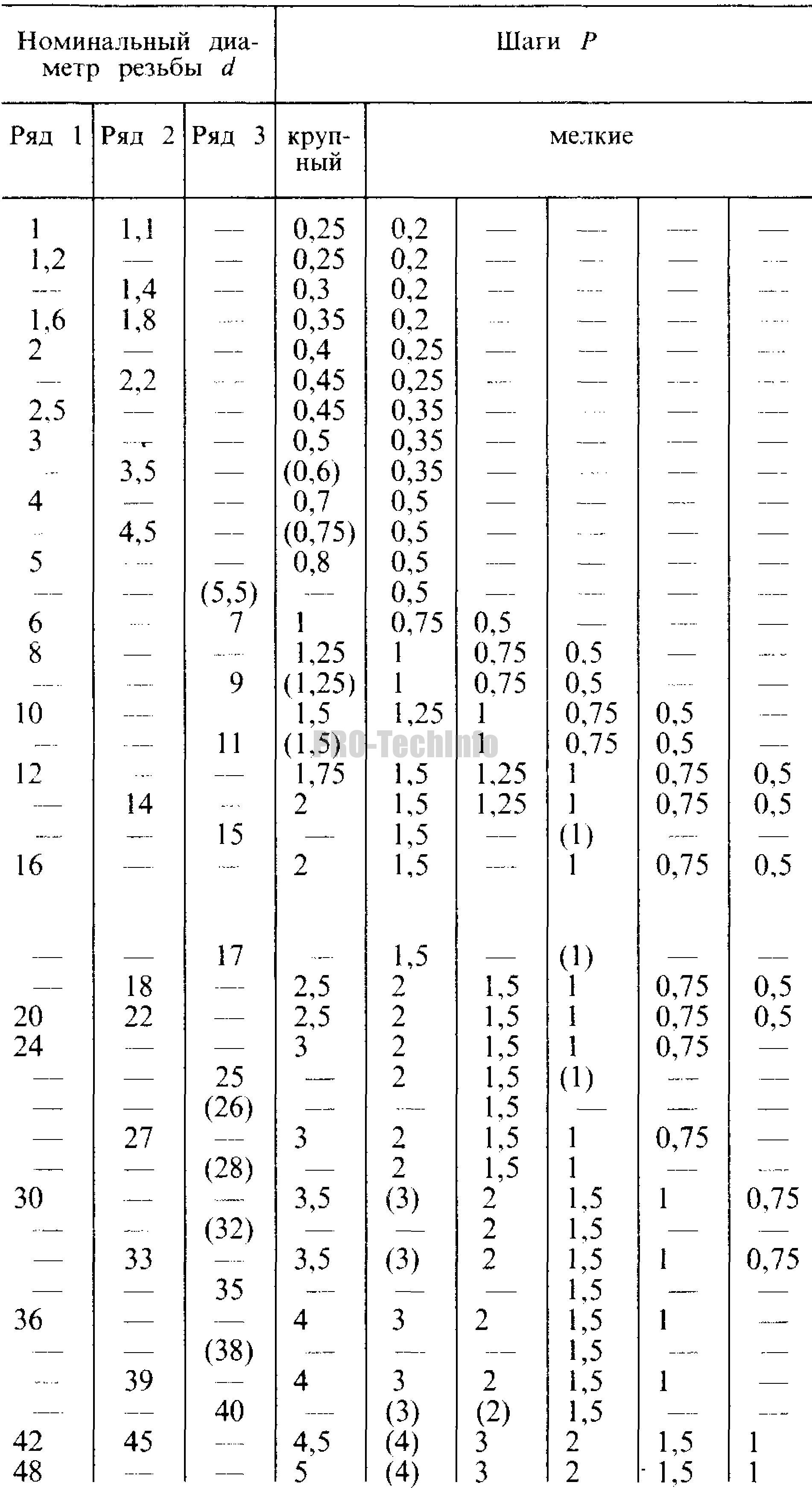
Резьба метрическая. Диаметры и шаги.
По ГОСТ 8724 (СТ СЭВ 181) метрическая резьба может иметь диаметр 0,25…600 мм. Все диаметры разбиты на три ряда.


Примечания:
- При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
- Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
- Резьба 14×1,25 может применяться только для свечей зажигания.
- Резьба 35×1,5 может применяться лишь для стопорных гаек шарикоподшипников и при необходимости в легких конструкциях.
Обозначение резьб.
В условное обозначение резьбы с крупными шагами должны входить: буква М и номинальный диаметр резьбы, например М24, М64.
В обозначение резьбы с мелким шагом должны входить: буква М, номинальный диаметр резьбы и числовое значение шага, например, М24×2, М64×2 и т.д.
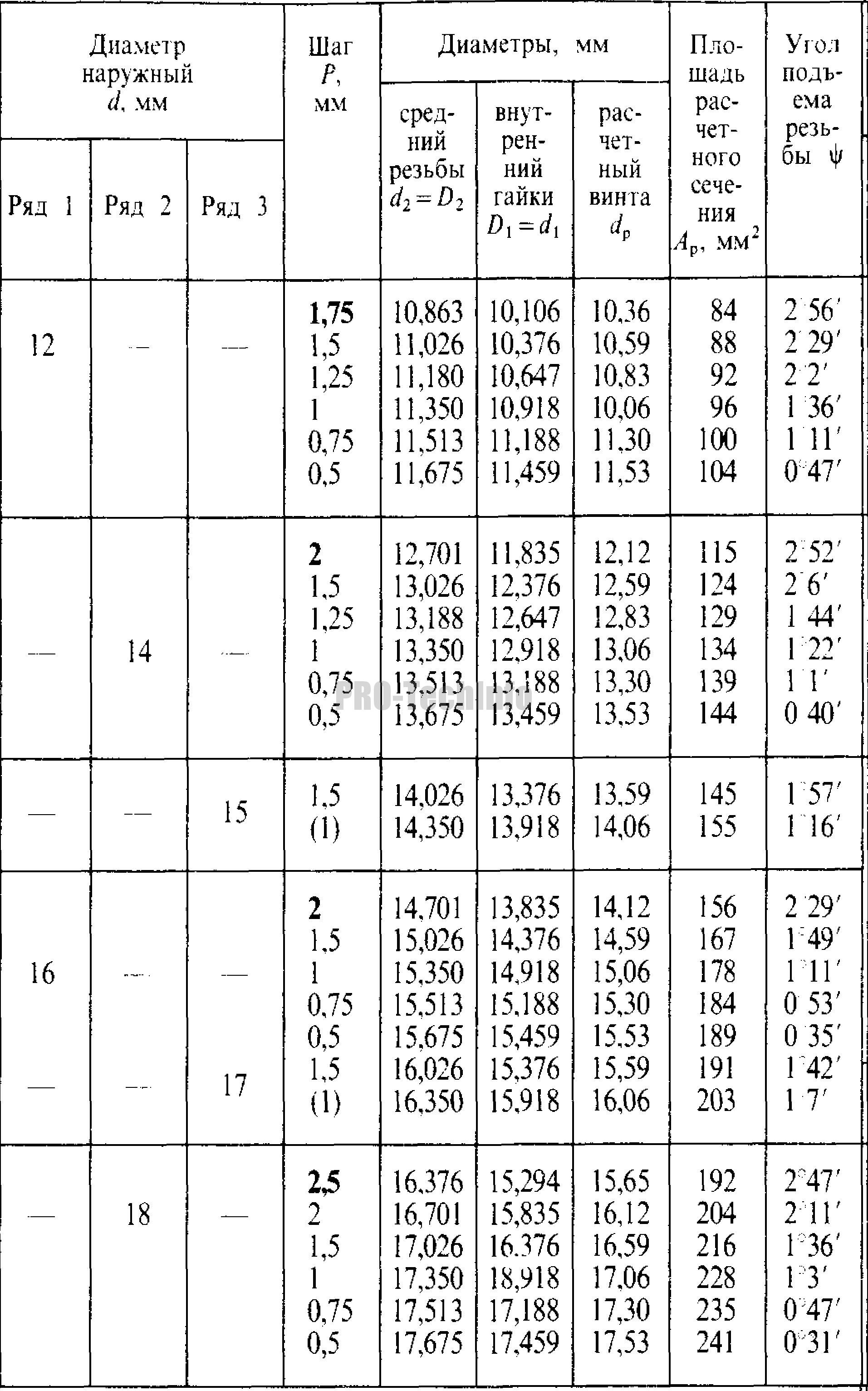
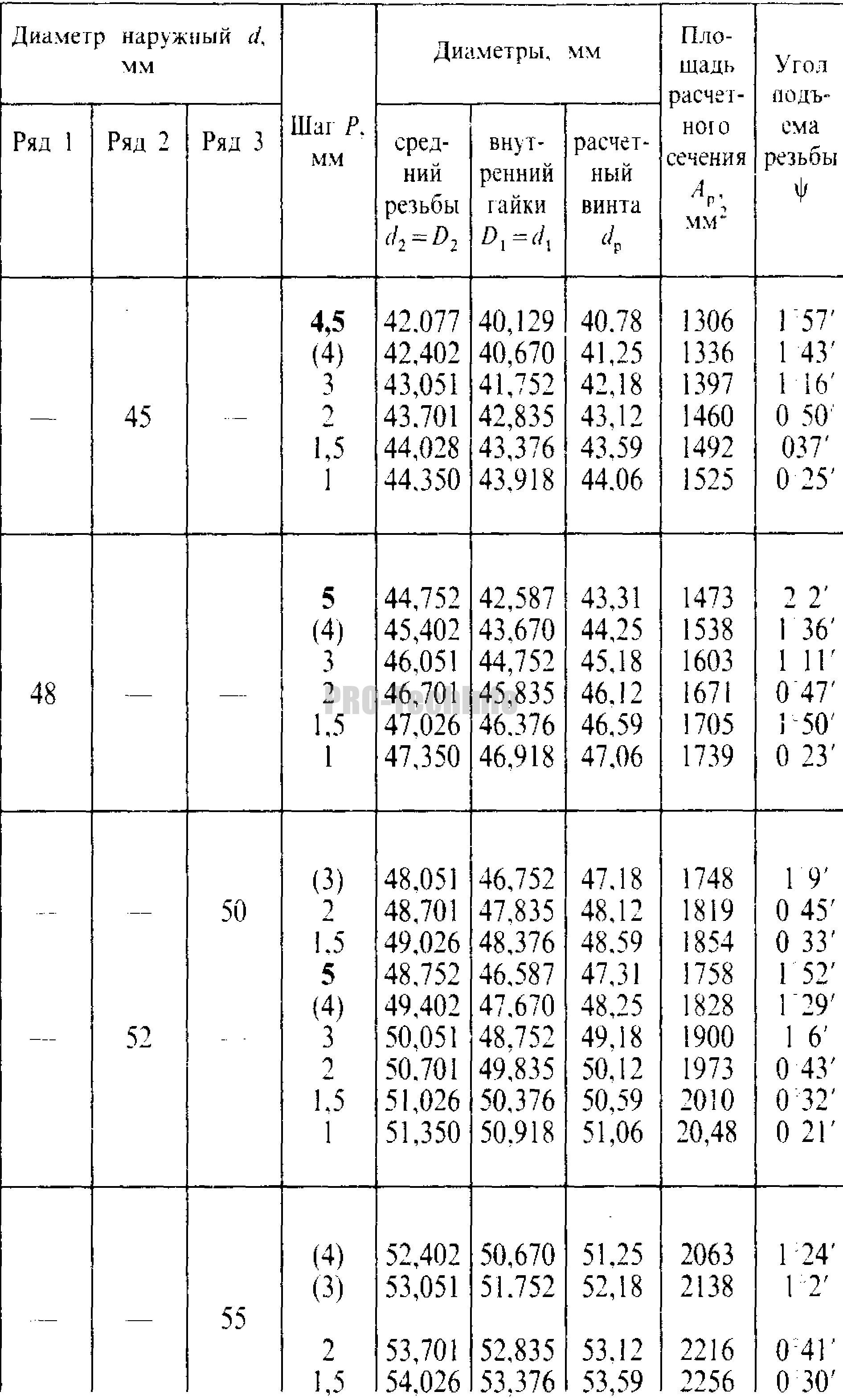
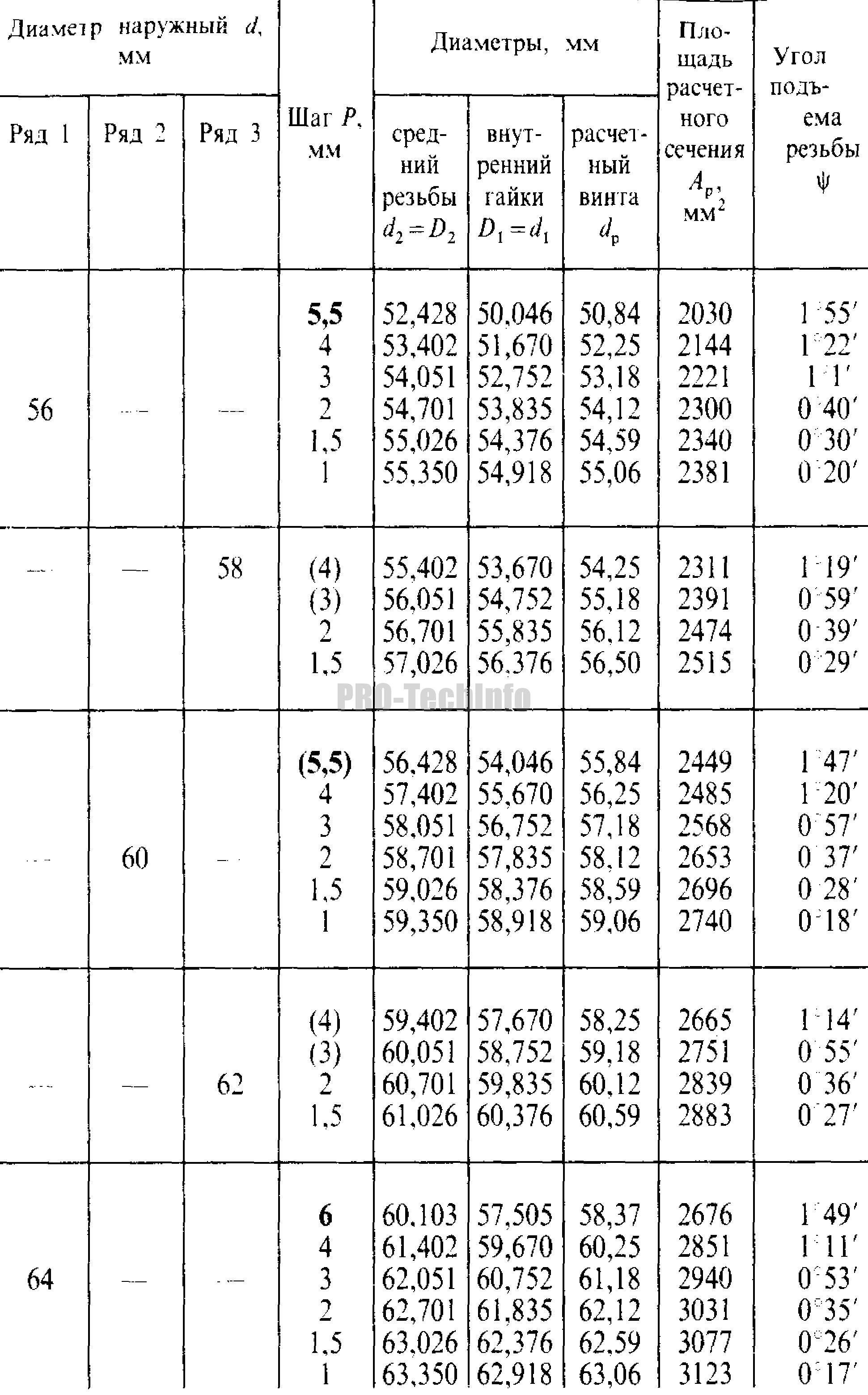
Резьба метрическая. Размеры.
На рисунках приведены размеры резьб диаметрами 5… 64 мм, используемые при расчетах на прочность.
Выбор шага резьбы зависит от требуемой прочности стержня винта, ослабленного резьбой, условий самоторможения или необходимости тонкой регулировки.
Для облегчения расчетов дополнительно приведены расчетный диаметр винта, площадь расчетного сечения винта и угол подъема винтовой линии на среднем диаметре резьбы.
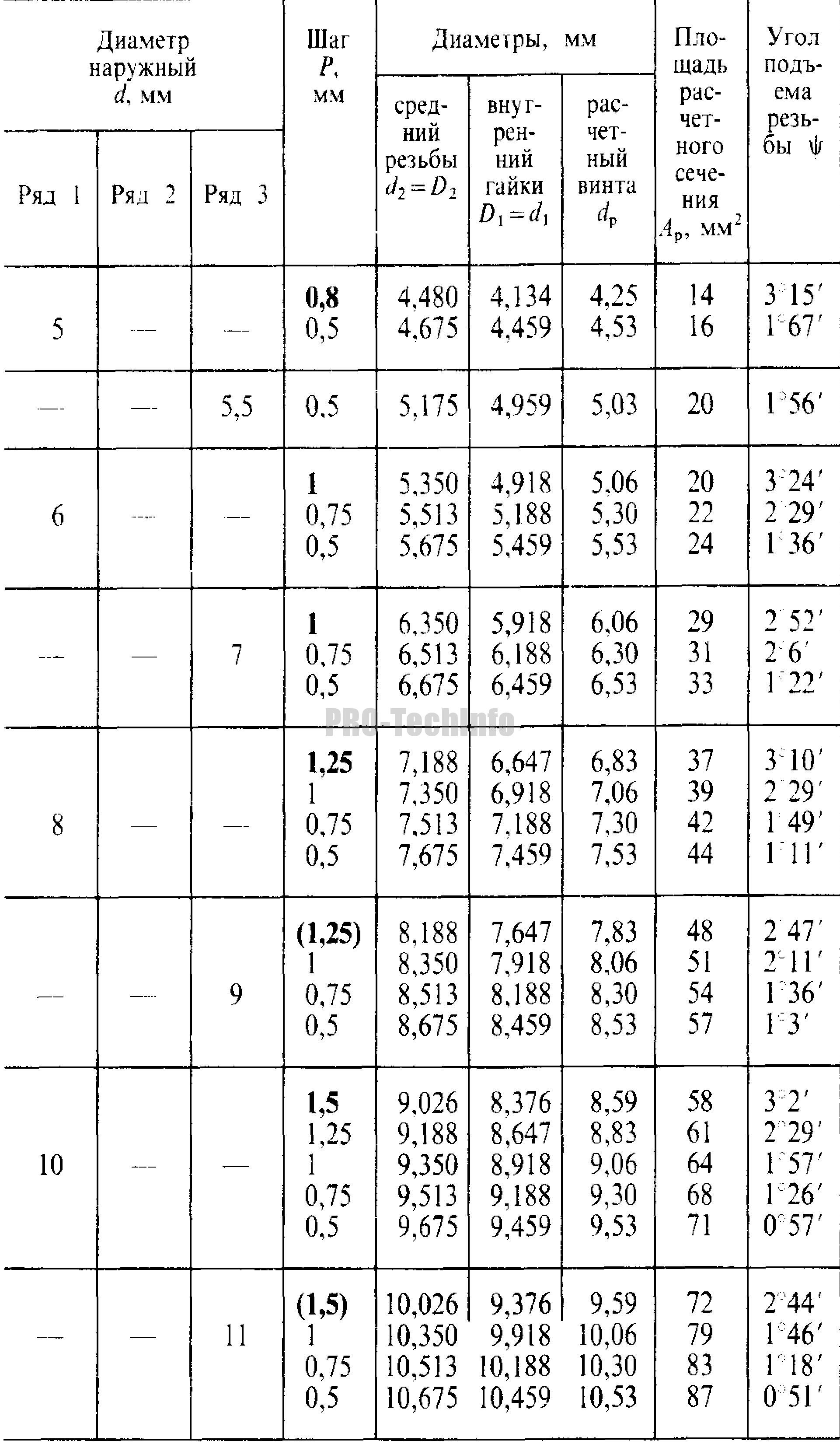

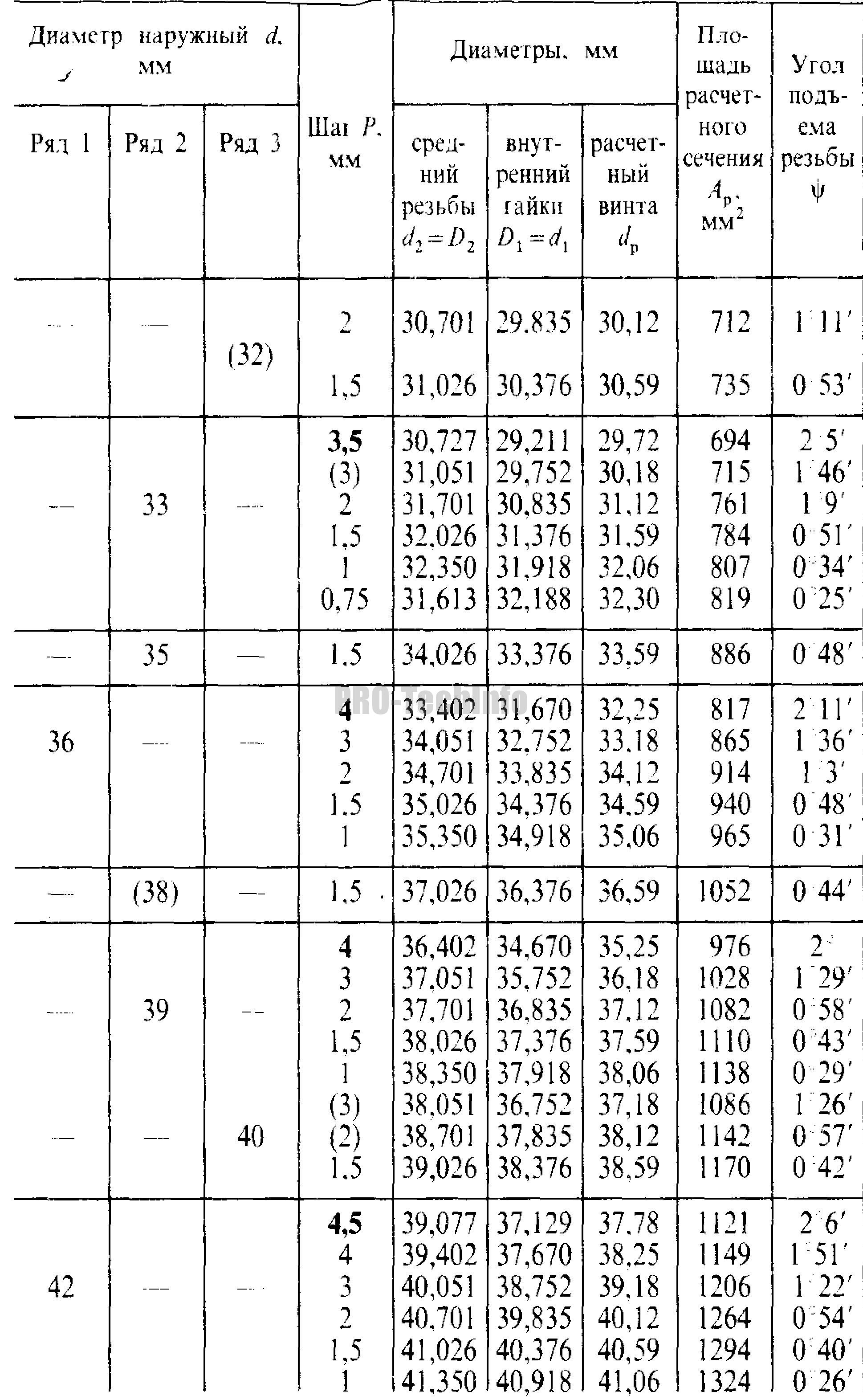
Примечания:
- Полужирным шрифтом выделены крупные шаги резьб.
- Обозначения резьб смотри выше.
- Расчетный диаметр dр винта определен по зависимости
 , где d3 — внутренний диаметр болта.
, где d3 — внутренний диаметр болта. - Площадь расчетного сечения Ар определена по зависимости .
- Угол подъема резьбы ψ определен для среднего диаметра (d2) резьбы по зависимости
 , где d3 — внутренний диаметр болта.
, где d3 — внутренний диаметр болта. .
.
Для определения неизвестной резьбы необходимы две характеристики: шаг и внешний диаметр резьбы болта или внутренний диаметр резьбы гайки.
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Для дюймовой резьбы размер определяется количеством витков на дюйм. При обозначении параметров болта шаг резьбы не указывается.
Сначала измерьте диаметр резьбы штангенциркулем. Используя приведенную ниже таблицу преобразования, вы можете определить размер в дюймах как размер в метрической системе и преобразовать его. По определению один дюйм равен 25,4 мм. Таким образом, диаметр говорит вам, является ли резьба метрической или дюймовой.
Затем используется шаблон. Пожалуйста, проверяйте отдельные шаблоны резьбы, пока один из шаблонов не будет точно подогнан к резьбе. Затем считайте желаемый шаг, напечатанный на шаблоне резьбы.
Теперь используйте прилагаемый штангенциркуль, который содержит всю информацию об отдельных типах резьбы. Если нет информации для получения достаточно надежного результата, рекомендуем сначала повторить серию измерений, так как может быть погрешность измерения.
Для определения резьбы нужен диаметр и шаг. Определяем диаметр с помощью штангенциркуля. Шаг определяем с помощью шаблона.
Для определения резьбы нужно:
- Заготовка
- Штангенциркуль (аналоговый или цифровой)
- Один шаблон резьбы (метрическая и дюймовая)
- Техническая таблица

Пример №1
1. Шаг: Определяем диаметр резьбы
Диаметр можно определить с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Расположите штангенциркуль, как показано на рисунке. Используйте не кончики штангенциркуля, а более широкую часть наконечников штангенциркуля. Цифровой штангенциркуль показывает диаметр на дисплее.

Исходя из нашего опыта, мы измерили диаметр в двух точках. В верхней, а также в нижней части.
Почему в двух местах?
Диаметр должен быть одинаковым на всей резьбе. Если это не так, это коническая резьба. Коническая резьба в основном используется для трубной резьбы.


В нашем примере это именно так. Записываем оба значения. 12,75 мм и 13,34 мм. Подробнее об этом позже.
2. Шаг: Определяем шаг резьбы
Шаг определяем с помощью шаблона. Имеются шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку трубная резьба всегда дюймовая, мы пробуем только ее, пока не получим правильный шаблон.



3. Шаг: Найдите значения в таблице сравнения резьб.
После того, как мы собрали все значения, нам нужно только найти их.
Диаметр был: 12,75 мм и 13,34 мм.
Градиент был: 19 G
В этом случае определение резьбы показало BSPT (британский стандартный конус трубы).
- Номинальный диаметр BSPT (R) ¼”.
- 19 ниток/дюйм
- Диаметр резьбы 13,157 мм
- Номинальный диаметр трубы 8 мм
- Диаметр основного отверстия 11,445 мм

Пример №2
Шаг 1: Определите диаметр резьбы
Как описано в первой части примера №1, измерьте диаметр штангенциркулем. Поместите штангенциркуль на резьбу, как показано на рисунке ниже. Проведите измерение один раз на верхней части и один раз на нижней части заготовки.

Если диаметр одинаков в обеих точках, это параллельная резьба. Если есть большие отклонения, это конусная резьба.
В этом случае у нас есть диаметр резьбы между 11,5 мм и 11,6 мм . Тем не менее, это минимальное отклонение представляет собой параллельную, а не коническую резьбу. Эти небольшие отклонения могут быть вызваны износом или загрязнением. Поэтому мы можем исключить коническую резьбу.
Шаг 2: Определите шаг резьбы
Для определения шага используйте комбинированный шаблон, т. е. шаблон резьбы с метрической и дюймовой резьбой. В данном примере именно это было решающим критерием для правильного определения резьбы.

Отступление:
При опробовании трафаретов был установлен дюймовый трафарет (угол наклона: 55 градусов) с 20 нитками. Но отношение к диаметру не было указано ни в одной технической таблице. Это вызвало у нас подозрения и заставило повторить серию измерений. И действительно, была ошибка измерения.
Правильным шаблоном, который подходит гораздо точнее, является метрический 1,25 мм (угол по бокам: 60 градусов).
Шаг 3: Найдите значения в таблице резьб
На третьем и последнем шаге мы снова собираем все значения и определяем нашу резьбу.
Доступны следующие измеренные значения:
- Диаметр: 11,5 мм – 11,6 мм
- Шаг: 1,25 мм
В первом примере этой серии статей мы ссылались на сравнительную таблицу резьб. В этом случае нам не нужно обращаться к этой таблице, так как это не дюймовая резьба. Вместо этого мы рассмотрим таблицу технических резьб.
Результат определения резбы:
- M12 x 1.25
Это метрическая мелкая резьба ISO с номинальным диаметром 12 и шагом 1,25 мм.
Результат может сначала сбить с толку, но существуют классы допусков с минимальными и максимальными размерами. Эти размеры приведены в некоторых таблицах с точностью до третьего знака после запятой и зависят от классов точности.
Затем мы проверяем наши измеренные значения, навинчивая набор ручных метчиков и плашек MF 12 x 1,25 на заготовку. Кстати: наборы ручных метчиков для метрической мелкой резьбы состоят только из конического метчика и чистового метчика.



Дополнительная информация о тонкой резьбе ISO
Мелкая резьба ISO представляет собой метрическую резьбу с меньшим шагом, чем стандартная резьба ISO. Диаметр шага метрической тонкой резьбы составляет 60 градусов . То же, что и стандартная резьба. Наиболее распространенная аббревиатура — М или ФF . В большинстве случаев тонкую резьбу можно распознать только по ее шагу.
Из-за меньшего шага мелкая резьба имеет более высокую нагрузочную способность. Метрическая мелкая резьба используется, прежде всего, в автомобильной промышленности, где к несущей способности резьбы предъявляются высокие требования. Кроме того, тонкая нить также стала стандартом для резьбы для электронных устройств.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |