Для данного размера
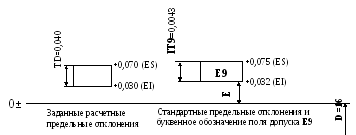
отверстия: Ø16+0,035+0,070определить
значение допуска: TD
= ES
– EI
= 0,070 – 0,030 = 0,040(мм) = 40мкм;
для полученного
расчетного
значения допуска по таблице допусков
(табл.1) подобрать ближайшее стандартное
значение и соответствующий номер
квалитета:
для размера Ø16
(интервал cв.10
до18) ближайший к 40мкм стандартный допуск
– 43мкм,
что соответствует 9-му
квалитету:
IT9
= 43мкм;
2.Определить стандартное значение основного отклонения.
Из двух расчетных
предельных отклонений основным
является ближайшее
к нулевой линии
(в данном случае нижнее)
EI
= +0,03 = 30мкм;
По таблицам основных
отклонений для отверстий
(нижних)
(прилож.3) ближайшее стандартное
значение к 30мкм для размера Ø16 (интервал
cв.14
до18) соответствует 32мкм
(условное обозначение – буква Е)
3.Определить второе предельное отклонение – es .
Зная стандартное
основное отклонение – EI
= 0,032мм (Е)
и стандартный допуск – TD
= 0,043мм (IT9),
определить второе предельное отклонение:
так как TD
= ES
–EI,
тогда
ES
= TD
+EI
= 0,043 + 0,032 = 0,075(мкм).
Следовательно,
буквенное (условное) обозначение поля
допуска и стандартные числовые предельные
отклонения заданного отверстия:
+0,075
+0,032
Ø16Е9(
):
4. Определить систему посадок для отверстия ø16е9:
Определить систему
посадок позволяет выявление основной
детали. Полученное поле допуска (Е9) не
является
полем допуска основного отверстия,
следовательно, основной
деталью в
этом соединении будет вал
(h),
что и определит систему
посадок.
Таким образом,
отверстие с полем допуска Е9
образует с
валом номинального размера Ø16
посадку в системе
вала (вал
– основная деталь(h);
5. Определить предельные отклонения вала:
Чтобы определить
допуск и квалитет вала, необходимо
учесть заданное условие: Т(S)
= 0,070мм, а так
как T(S)
= TD
+ Td,
то, зная величину допуска отверстия
TD
= 0,043мм
(IT6),
можно определить допуск вала:
Td
= T(S)
– TD
= 0,070 – 0,043 = 0,027(мм),
По таблице допусков
ближайшее стандартное значение допуска
вала для размера 16
совпадает с расчетным значением допуска
и соответствует 8-му квалитету IT8
= 0,027мм ;
Так как для основного
вала es
= 0, ei=
– Td,
следовательно
ei
= – 0,027мм
а поле допуска
вала принимает вид: Ø16h8(
– 0,027)

В результате: обозначение на рабочих
чертежах стандартных полей допусков
и предельных отклонений вала и отверстия,
а так же обозначение посадки на сборочном
чертеже:

Приложение 3
ЧИСЛОВЫЕ ЗНАЧЕНИЯ
ОСНОВНЫХ (ВЕРХНИХ es)
ОТКЛОНЕНИЙ ВАЛОВ.
|
Интервал |
Основные |
||||||||||||
|
a1 |
b1 |
c |
cd |
d |
e |
ef |
f |
fg |
g |
h |
js2 |
||
|
Свыше |
До |
Для |
|||||||||||
|
3 |
–270 |
–140 |
–60 |
–34 |
–20 |
–14 |
–10 |
–6 |
–4 |
–2 |
0 |
Предельные |
|
|
3 |
6 |
–270 |
‑140 |
–70 |
–46 |
–30 |
–20 |
–14 |
–10 |
–6 |
–4 |
0 |
|
|
6 |
10 |
–280 |
–150 |
–80 |
–56 |
–40 |
–25 |
–18 |
–13 |
–8 |
–5 |
0 |
|
|
10 |
14 |
–290 |
‑150 |
–95 |
– |
–50 |
–32 |
– |
–16 |
– |
–6 |
0 |
|
|
14 |
18 |
||||||||||||
|
18 |
24 |
–300 |
‑160 |
–110 |
‑ |
–65 |
–40 |
– |
–20 |
– |
–7 |
0 |
|
|
24 |
30 |
||||||||||||
|
30 |
40 |
–310 |
–170 |
–120 |
‑ |
–80 |
–50 |
– |
-25 |
– |
–9 |
0 |
|
|
40 |
50 |
–320 |
–180 |
–130 |
|||||||||
|
50 |
65 |
–340 |
–190 |
–140 |
‑ |
–100 |
–60 |
– |
–30 |
– |
–10 |
0 |
|
|
65 |
80 |
–360 |
–200 |
–150 |
|||||||||
|
80 |
100 |
–380 |
–220 |
–170 |
‑ |
–120 |
–72 |
– |
–36 |
– |
–12 |
0 |
|
|
100 |
120 |
–410 |
–240 |
–180 |
|||||||||
|
120 |
140 |
–460 |
–260 |
–200 |
– |
–145 |
–85 |
– |
–43 |
– |
–14 |
0 |
|
|
140 |
160 |
–520 |
–280 |
–210 |
|||||||||
|
160 |
180 |
–580 |
–310 |
–230 |
|||||||||
|
180 |
200 |
–660 |
‑340 |
–240 |
– |
–170 |
–100 |
– |
–50 |
– |
‑15 |
0 |
|
|
200 |
225 |
–740 |
–380 |
–260 |
|||||||||
|
225 |
250 |
–820 |
–420 |
–280 |
|||||||||
|
250 |
280 |
–920 |
–480 |
–300 |
– |
–190 |
–110 |
– |
–56 |
– |
–17 |
0 |
|
|
280 |
315 |
–1050 |
–540 |
–330 |
|||||||||
|
315 |
355 |
–1200 |
–600 |
–360 |
– |
–210 |
–125 |
– |
–62 |
– |
–18 |
0 |
|
|
355 |
400 |
–1350 |
–680 |
–400 |
|||||||||
|
400 |
450 |
–1500 |
–760 |
–440 |
– |
–230 |
–135 |
– |
–68 |
– |
–20 |
0 |
|
|
450 |
500 |
–1650 |
–840 |
–480 |
1
Основные отклонения а и b
не предусмотрены для размеров менее 1
мм.
2
Для полей допусков от js7
до js11
нечетные числовые значения IT
могут быть округлены до ближайшего
меньшего четного числа, чтобы предельные
отклонения
![]()
были выражены целым числом микрометров.
3
Специальный случай: поле допуска m7
предусмотрено лишь для размеров свыше
3 мм.
ЧИСЛОВЫЕ ЗНАЧЕНИЯ
ОСНОВНЫХ (НИЖНИХ ei)
ОТКЛОНЕНИЙ ВАЛОВ.
|
Интервал |
Основные |
|||||||||||||||||||
|
j (для |
k (для |
m3 |
n |
p |
r |
s |
t |
u |
v |
x |
y |
z |
za |
zb |
zc |
|||||
|
Свыше |
До |
5 |
7 |
8 |
От |
До |
Для |
|||||||||||||
|
3 |
–2 |
–4 |
–6 |
0 |
0 |
+2 |
+4 |
+6 |
+10 |
+14 |
— |
+18 |
— |
+20 |
— |
+26 |
+32 |
+40 |
+60 |
|
|
3 |
6 |
–2 |
–4 |
– |
+1 |
0 |
+4 |
+8 |
+12 |
+15 |
+19 |
— |
+23 |
— |
+28 |
— |
+35 |
+42 |
+50 |
+80 |
|
6 |
10 |
–2 |
–5 |
– |
+1 |
0 |
+6 |
+10 |
+15 |
+19 |
+23 |
— |
+28 |
— |
+34 |
— |
+42 |
+52 |
+67 |
+97 |
|
10 |
14 |
–3 |
–6 |
– |
+1 |
0 |
+7 |
+12 |
+18 |
+23 |
+28 |
— |
+33 |
— |
+40 |
— |
+50 |
+64 |
+90 |
+130 |
|
14 |
18 |
+39 |
+45 |
— |
+60 |
+77 |
+108 |
+150 |
||||||||||||
|
18 |
24 |
–4 |
–8 |
– |
+2 |
0 |
+8 |
+15 |
+22 |
+28 |
+35 |
— |
+41 |
+47 |
+54 |
+63 |
+73 |
+98 |
+136 |
+188 |
|
24 |
30 |
+41 |
+48 |
+55 |
+64 |
+75 |
+88 |
+118 |
+160 |
+218 |
||||||||||
|
30 |
40 |
–5 |
–10 |
– |
+2 |
0 |
+9 |
+17 |
+26 |
+34 |
+43 |
+48 |
+60 |
+68 |
+80 |
+94 |
+112 |
+148 |
+200 |
+274 |
|
40 |
50 |
+54 |
+70 |
+81 |
+97 |
+114 |
+136 |
+180 |
+242 |
+325 |
||||||||||
|
50 |
65 |
–7 |
–12 |
– |
+2 |
0 |
+11 |
+20 |
+32 |
+41 |
+53 |
+66 |
+87 |
+102 |
+122 |
+144 |
+172 |
+226 |
+300 |
+405 |
|
65 |
80 |
+43 |
+59 |
+75 |
+102 |
+120 |
+146 |
+174 |
+210 |
+274 |
+360 |
+480 |
||||||||
|
80 |
100 |
–9 |
–15 |
– |
+3 |
0 |
+13 |
+23 |
+37 |
+51 |
+71 |
+91 |
+124 |
+146 |
+178 |
+214 |
+258 |
+335 |
+445 |
+585 |
|
100 |
120 |
+54 |
+79 |
+104 |
+144 |
+172 |
+210 |
+254 |
+310 |
+400 |
+525 |
+690 |
||||||||
|
120 |
140 |
–11 |
–18 |
– |
+3 |
0 |
+15 |
+27 |
+43 |
+63 |
+92 |
+122 |
+170 |
+202 |
+248 |
+300 |
+365 |
+470 |
+620 |
+800 |
|
140 |
160 |
+65 |
+100 |
+134 |
+190 |
+228 |
+280 |
+340 |
+415 |
+535 |
+700 |
+900 |
||||||||
|
160 |
180 |
+68 |
+108 |
+146 |
+210 |
+252 |
+310 |
+380 |
+465 |
+600 |
+780 |
+1000 |
||||||||
|
180 |
200 |
–13 |
–21 |
– |
+4 |
0 |
+17 |
+31 |
+50 |
+77 |
+122 |
+166 |
+236 |
+284 |
+350 |
+425 |
+520 |
+670 |
+880 |
+1150 |
|
200 |
225 |
+80 |
+130 |
+180 |
+258 |
+310 |
+385 |
+470 |
+575 |
+740 |
+960 |
+1250 |
||||||||
|
225 |
250 |
+84 |
+140 |
+196 |
+284 |
+340 |
+425 |
+520 |
+640 |
+820 |
+1050 |
+1350 |
||||||||
|
250 |
280 |
–16 |
–26 |
‑ |
+4 |
0 |
+20 |
+34 |
+56 |
+94 |
+158 |
+218 |
+315 |
+385 |
+475 |
+580 |
+710 |
+920 |
+1200 |
+1550 |
|
280 |
315 |
+98 |
+170 |
+240 |
+350 |
+425 |
+525 |
+650 |
+790 |
+1000 |
+1300 |
+1700 |
||||||||
|
315 |
355 |
–18 |
–28 |
‑ |
+4 |
0 |
+21 |
+37 |
+62 |
+108 |
+190 |
+268 |
+390 |
+475 |
+590 |
+730 |
+900 |
+1150 |
+1500 |
+1900 |
|
355 |
400 |
+114 |
+208 |
+294 |
+435 |
+530 |
+660 |
+820 |
+1000 |
+1300 |
+1650 |
+2100 |
||||||||
|
400 |
450 |
–20 |
–32 |
‑ |
+5 |
0 |
+23 |
+40 |
+68 |
+126 |
+232 |
+330 |
+490 |
+595 |
+740 |
+920 |
+1100 |
+1450 |
+1850 |
+2400 |
|
450 |
500 |
+132 |
+252 |
+360 |
+540 |
+660 |
+820 |
+1000 |
+1250 |
+1600 |
+2100 |
+2600 |
1
Основные отклонения а и b
не предусмотрены для размеров менее 1
мм.
2
Для полей допусков от js7
до js11
нечетные числовые значения IT
могут быть округлены до ближайшего
меньшего четного числа, чтобы предельные
отклонения
![]()
были выражены целым числом микрометров.
3
Специальный случай: поле допуска m
7 предусмотрено лишь для размеров свыше
3 мм.
ЧИСЛОВЫЕ ЗНАЧЕНИЯ
ОСНОВНЫХ (НИЖНИХ EI)
ОТКЛОНЕНИЙ ОТВЕРСТИЙ.
|
Интервал |
Основные |
||||||||||||
|
A1 |
B1 |
C |
CD |
D |
E |
EF |
F |
FG |
G |
H |
Js2 |
||
|
Свыше |
До |
Для |
|||||||||||
|
3 |
+270 |
+140 |
+60 |
+34 |
+20 |
+14 |
+10 |
+6 |
+4 |
+2 |
0 |
Предельные |
|
|
3 |
6 |
+270 |
+140 |
+70 |
+46 |
+30 |
+20 |
+14 |
+10 |
+6 |
+4 |
0 |
|
|
6 |
10 |
+280 |
+150 |
+80 |
+56 |
+40 |
+25 |
+18 |
+13 |
+8 |
+5 |
0 |
|
|
10 |
14 |
+290 |
+150 |
+95 |
– |
+50 |
+32 |
– |
+16 |
– |
+6 |
0 |
|
|
14 |
18 |
||||||||||||
|
18 |
24 |
+300 |
+160 |
+110 |
‑ |
+65 |
+40 |
– |
+20 |
– |
+7 |
0 |
|
|
24 |
30 |
||||||||||||
|
30 |
40 |
+310 |
+170 |
+120 |
— |
+80 |
+50 |
– |
+25 |
– |
+9 |
0 |
|
|
40 |
50 |
+320 |
+180 |
+130 |
|||||||||
|
50 |
65 |
+340 |
+190 |
+140 |
‑ |
+100 |
+60 |
– |
+30 |
– |
+10 |
0 |
|
|
65 |
80 |
+360 |
+200 |
+150 |
|||||||||
|
80 |
100 |
+380 |
+220 |
+170 |
‑ |
+120 |
+72 |
– |
+36 |
– |
+12 |
0 |
|
|
100 |
120 |
+410 |
+240 |
+180 |
|||||||||
|
120 |
140 |
+460 |
+260 |
+200 |
– |
+145 |
+85 |
– |
+43 |
– |
+14 |
0 |
|
|
140 |
160 |
+520 |
+280 |
+210 |
|||||||||
|
160 |
180 |
+580 |
+310 |
+230 |
|||||||||
|
180 |
200 |
+660 |
+340 |
+240 |
– |
+170 |
+100 |
– |
+50 |
– |
+15 |
0 |
|
|
200 |
225 |
+740 |
+380 |
+260 |
|||||||||
|
225 |
250 |
+820 |
+420 |
+280 |
|||||||||
|
250 |
280 |
+920 |
+480 |
+300 |
– |
+190 |
+110 |
– |
+56 |
– |
+17 |
0 |
|
|
280 |
315 |
+1050 |
+540 |
+330 |
|||||||||
|
315 |
355 |
+1200 |
+600 |
+360 |
– |
+210 |
+125 |
– |
+62 |
– |
+18 |
0 |
|
|
355 |
400 |
+1350 |
+680 |
+400 |
|||||||||
|
400 |
450 |
+1500 |
+760 |
+440 |
– |
+230 |
+135 |
– |
+68 |
– |
+20 |
0 |
|
|
450 |
500 |
+1650 |
+840 |
+480 |
ЧИСЛОВЫЕ ЗНАЧЕНИЯ
ОСНОВНЫХ (ВЕРХНИХ ES)
ОТКЛОНЕНИЙ ОТВЕРСТИЙ.
|
Интервал |
Основные |
Δ, мкм |
||||||||||||||
|
J |
K3 |
M3 |
N3 |
|||||||||||||
|
Для |
Для |
|||||||||||||||
|
Свыше |
До |
6 |
7 |
8 |
До |
Св. 8 |
До |
Св. 8 |
До 8 |
Св. 8 |
3 |
4 |
5 |
6 |
7 |
8 |
|
3 |
+2 |
+4 |
+6 |
0 |
0 |
–2 |
–2 |
–4 |
–4 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
3 |
6 |
+5 |
+6 |
+10 |
–1+ |
– |
–4+ |
–4 |
–8+ |
0 |
1 |
1,5 |
1 |
3 |
4 |
6 |
|
6 |
10 |
+5 |
+8 |
+12 |
–1+ |
– |
–6+ |
–6 |
–10+ |
0 |
1 |
1,5 |
2 |
3 |
6 |
7 |
|
10 |
14 |
+6 |
+10 |
+15 |
–1+ |
‑ |
–7+ |
–7 |
–12+ |
0 |
1 |
2 |
3 |
3 |
7 |
9 |
|
14 |
18 |
|||||||||||||||
|
18 |
24 |
+8 |
+12 |
+20 |
–2+ |
‑ |
–8+ |
–8 |
–15+ |
0 |
1,5 |
2 |
3 |
4 |
8 |
12 |
|
24 |
30 |
|||||||||||||||
|
30 |
40 |
+10 |
+14 |
+24 |
–2+ |
‑ |
–9+ |
–9 |
–17+ |
0 |
1,5 |
3 |
4 |
5 |
9 |
14 |
|
40 |
50 |
|||||||||||||||
|
50 |
65 |
+13 |
+18 |
+28 |
–2+ |
‑ |
–11+ |
–11 |
–20+ |
0 |
2 |
3 |
5 |
6 |
11 |
16 |
|
65 |
80 |
|||||||||||||||
|
80 |
100 |
+16 |
+22 |
+34 |
–3+ |
‑ |
–13+ |
–13 |
–23+ |
0 |
2 |
4 |
5 |
7 |
13 |
19 |
|
100 |
120 |
|||||||||||||||
|
120 |
140 |
+18 |
+26 |
+41 |
–3+ |
– |
–15+ |
–15 |
–27+ |
0 |
3 |
4 |
6 |
7 |
15 |
23 |
|
140 |
160 |
|||||||||||||||
|
160 |
180 |
|||||||||||||||
|
180 |
200 |
+22 |
+30 |
+47 |
–4+ |
‑ |
–17+ |
–17 |
–31+ |
0 |
3 |
4 |
6 |
9 |
17 |
26 |
|
200 |
225 |
|||||||||||||||
|
225 |
250 |
|||||||||||||||
|
250 |
280 |
+25 |
+36 |
+55 |
–4+ |
– |
–20+ |
–20 |
–34+ |
0 |
4 |
4 |
7 |
9 |
20 |
29 |
|
280 |
315 |
|||||||||||||||
|
315 |
355 |
+29 |
+39 |
+60 |
–4+ |
‑ |
–21+ |
–21 |
–37+ |
0 |
4 |
5 |
7 |
11 |
21 |
32 |
|
355 |
400 |
|||||||||||||||
|
400 |
450 |
+33 |
+43 |
+66 |
–5+ |
‑ |
–23+ |
–23 |
–40+ |
0 |
5 |
5 |
7 |
13 |
23 |
34 |
|
450 |
500 |
ЧИСЛОВЫЕ ЗНАЧЕНИЯ
ОСНОВНЫХ (ВЕРХНИХ ES)
ОТКЛОНЕНИЙ ОТВЕРСТИЙ.
|
Интервал |
Основные |
1
2
3
4
5 |
||||||||||||
|
от |
P |
R |
S |
T |
U |
V |
X |
Y |
Z |
ZA |
ZB |
ZC |
||
|
Свыше |
До |
До 7 квалитета |
Для |
|||||||||||
|
3 |
Отклонения как |
-6 |
-10 |
-14 |
— |
-18 |
— |
-20 |
— |
-26 |
-32 |
-40 |
-60 |
|
|
3 |
6 |
-12 |
-15 |
—19 |
— |
-23 |
— |
-28 |
— |
-35 |
-42 |
-50 |
-80 |
|
|
6 |
10 |
-15 |
-19 |
-23 |
— |
-28 |
— |
-34 |
— |
-42 |
-52 |
-67 |
-97 |
|
|
10 |
14 |
-18 |
-23 |
-28 |
— |
-33 |
— |
-40 |
— |
-50 |
-64 |
-90 |
-130 |
|
|
14 |
18 |
-39 |
-45 |
— |
-60 |
-77 |
-108 |
-150 |
||||||
|
18 |
24 |
-22 |
-28 |
-35 |
— |
-41 |
-47 |
-54 |
-63 |
-73 |
-98 |
-136 |
-188 |
|
|
24 |
30 |
+41 |
-48 |
-55 |
-64 |
-75 |
-88 |
-118 |
-160 |
-218 |
||||
|
30 |
40 |
-26 |
-34 |
-43 |
+48 |
-60 |
-68 |
-80 |
-94 |
-112 |
-148 |
-200 |
-274 |
|
|
40 |
50 |
+54 |
-70 |
-81 |
-97 |
-114 |
-136 |
-180 |
-242 |
-325 |
||||
|
50 |
65 |
-32 |
-41 |
-53 |
-66 |
-87 |
-102 |
-122 |
-144 |
-172 |
-226 |
-300 |
-405 |
|
|
65 |
80 |
-43 |
-59 |
-75 |
-102 |
-120 |
-146 |
-174 |
-210 |
-274 |
-360 |
-480 |
||
|
80 |
100 |
-37 |
-51 |
-71 |
-91 |
-124 |
-146 |
-178 |
-214 |
-258 |
-335 |
-445 |
-585 |
|
|
100 |
120 |
-54 |
-79 |
-104 |
-144 |
-172 |
-210 |
-254 |
-310 |
-400 |
-525 |
-690 |
||
|
120 |
140 |
-43 |
-63 |
-92 |
-122 |
-170 |
-202 |
-248 |
-300 |
-365 |
-470 |
-620 |
-800 |
|
|
140 |
160 |
-65 |
-100 |
-134 |
-190 |
-228 |
-280 |
-340 |
-415 |
-535 |
-700 |
-900 |
||
|
160 |
180 |
-68 |
-108 |
-146 |
-210 |
-252 |
-310 |
-380 |
-465 |
-600 |
-780 |
-1000 |
||
|
180 |
200 |
-50 |
-77 |
-122 |
-166 |
-236 |
-284 |
-350 |
-425 |
-520 |
-670 |
-880 |
-1150 |
|
|
200 |
225 |
-80 |
-130 |
-180 |
-258 |
-310 |
-385 |
-470 |
-575 |
-740 |
-960 |
-1250 |
||
|
225 |
250 |
-84 |
-140 |
-196 |
-284 |
-340 |
-425 |
-520 |
-640 |
-820 |
-1050 |
-1350 |
||
|
250 |
280 |
-56 |
-94 |
-158 |
-218 |
-315 |
-385 |
-475 |
-580 |
-710 |
-920 |
-1200 |
-1550 |
|
|
280 |
315 |
-98 |
-170 |
-240 |
-350 |
-425 |
-525 |
-650 |
-790 |
-1000 |
-1300 |
-1700 |
||
|
315 |
355 |
-62 |
-108 |
-190 |
-268 |
-390 |
-475 |
-590 |
-730 |
-900 |
-1150 |
-1500 |
-1900 |
|
|
355 |
400 |
-114 |
-208 |
-294 |
-435 |
-530 |
-660 |
-820 |
-1000 |
-1300 |
-1650 |
-2100 |
||
|
400 |
450 |
-68 |
-126 |
-232 |
-330 |
-490 |
-595 |
-740 |
-920 |
-1100 |
-1450 |
-1850 |
-2400 |
|
|
450 |
500 |
-132 |
-252 |
-360 |
-540 |
-660 |
-820 |
-1000 |
-1250 |
-1600 |
-2100 |
-2600 |
Соседние файлы в папке Раздаточный материал
- #
- #
- #
- #
- #
- #
- #
Квалитет точности
Квалитет – степень допустимых отклонений в исполнении деталей, инструмента. В переводе с латинского слово «квалитет» означает качество, которое предполагает минимум погрешности при соблюдении размеров. В машиностроении существуют двадцать квалитетов точности. Каждый уровень норматива предполагает определенный набор допусков. Систему квалитетов применяют при заданном уровне точности и сложной конфигурации деталей, уникальном назначении изделий из металла, других материалов.
Таблица квалитетов
В системе допусков и посадок основу составляют квалитеты, предполагающие одинаковую степень точности. Таблица квалитетов составлена из 20 позиций, где по нарастающей указаны увеличения допуска. Другими словами, чем больше номер квалитета, тем ниже точность исполнения детали или технического изделия:
- первые четыре позиций используют для калибров;
- от пятой до двенадцатой опции – предусмотрены допуски;
Шагом точности принят 1 мм. В таблицу занесены номинальные значения по интервалам в миллиметрах. В первой строке минимальные значения соответствуют диапазону измерений от 3 мм до 6 мм. Максимально возможный интервал 650 единиц установлен от 2500 мм до 3150 мм.

Область применения квалитета
Специалисты по изготовлению деталей, режущего инструмента, других приспособлений и запчастей, комплектующих для машин, механизмов, оборудования выделяют следующие области применения:
- первые три уровня точности изготовления необходимы при выпуске элементов с концевыми плосконаправленными мерами длины;
- позиции второго, третьего, четвертого квалитета соответствуют допускам, которые возможны при работе с высокоточными приборами – пробками-калибрами, скобами-калибрами;
- пятый и шестой нормативы точности применимы в соединениях деталей, где необходимо совпадение размеров сторон;
- седьмой и восьмой допуски используют в станкостроении и машиностроении для получения отверстий высокой точности;
- девятый и десятый квалитеты стандартизируют изделия импортного производства;
- одиннадцатый и двенадцатый классы точности применимы к деталям, которые изготавливают способом литья или штамповки;
- тринадцатый и четырнадцатый квалитеты допуска указывают для запчастей, которые отливают методом литья в земляные формы;
- от пятнадцатого до восемнадцатого квалитета рассчитаны погрешности исполнения деталей, присоединение которых подразумевает использование переходников на другие размеры и точность литья.
В машиностроении разработана специальная таблица квалитетов с калибрами и допусками на каждый квалитет точности.

Система посадок и допусков
На основании экспериментальных изысканий и теоретических исследований выстроена схема допусков и посадок. В результате практического применения, опытов и тестирования выявлены оптимальные номинальные значения, которые позволяют создавать надежно работающее соединение механизма. При этом существующие квалитеты не дают высокого износа, выработки металлических комплектующих в соединительных узлах, приспособлениях, оборудовании. Табличные значения предполагают минимально возможные и допустимые погрешности исполнение, но при этом достаточные для обеспечения функциональности механизма.
Важной областью применения квалитетов являются инструменты для резки, измерительное оборудование. Существование номинальных значений допусков и посадок обеспечивает точное исполнение комплектующих для автомобилестроения, машиностроения. Важно сохранить точность в химической, медицинской сферах, где используют точные измерительные приборы. Предельные отклонения от точного размера указывают в таблице, на которую ориентируются изготовители разных деталей, запчастей, заготовок.
Размерные группы квалитетов
Специалисты выделяют пять групп квалитетов по размерам:
- первая группа – до 1 мм;
- вторая группа – от 1 мм до 500 мм;
- третья группа – от 501 мм до 3500 мм;
- четвертая группа – от 3150 мм до 10 000 мм;
- пятая группа – выше 10 001 мм.
Виды посадок
При проведении сборки механизмов, агрегатных узлов требуется обеспечить прочность соединения путем посадки одной детали на другую. Выделяют определенные виды посадки:
- с переходом;
- с натягом;
- с зазором.

Возможность заменять комплектующие точного исполнения
В процессе работы механизмы, оборудование, узлы и агрегаты подвергаются разному воздействию – напряжению, растяжению, давлению, сжатию. В связи с этим могут приходить в негодность отдельные комплектующие – элементы сложного механизмы. Для их замены выбирают новые детали такого же размера и конфигурации, поэтому важно соблюдать квалитеты точности при литье, штамповке любые заготовок, целых изделий. Комплектующие делают точно по заданным геометрическим параметрам. Для сборки одного механизма применяют заготовки, выпуск которых уже освоен и налажено производство. Это экономит расходы и позволяет соблюдать точную конфигурацию детали.
Модульная компоновка – эффективный метод стандартизации выпускаемых изделий технического направления. Благодаря этому способу обеспечивают взаимозаменяемость агрегатов, деталей, узлов. В промышленном производстве налажен массовый выпуск комплектующих к станкам, оборудованию, машинам, механизмам и агрегатам. Это позволяет организовать быструю замену неисправных запчастей сложной конфигурации оригинального исполнения.
Детали поставляют на сборочные конвейерные линии по выпуску разных машин, техники, оборудования. Благодаря точности квалитета элементам и комплектующим не нужна подгонка – монтаж осуществляется специальным инструментом в самые сжатые сроки. Оборудование с новыми деталями продолжает выполнять функции и демонстрирует номинальные эксплуатационные возможности.

Выбор сверла с учетом квалитета точности
Ручное приспособление должно обладать определенным квалитетом точности. Производители предлагают сверло класса А1, В1, В – в зависимости от квалитета точности. Инструмент с допуском А1 рассчитан на 10-13 диапазон отклонений, В1 – опция для номинальных значений 14 квалитета, В – позиция со значениями 15 норматива минимальных отклонений.
Изначально производство было единоличным делом. Один человек изготавливал какой-либо механизм от начала и до конца, не прибегая к посторонней помощи. Соединения подгонялись в индивидуальном порядке. На одной фабрике невозможно было найти 2 одинаковые детали. Так продолжалось вплоть до середины 18 века, пока люди не осознали эффективность разделения труда. Это дало большую производительность, но следом возник вопрос о взаимозаменяемости изделий. Для этого разработали систему нормирования уровней точности изготовления деталей. В ЕСДП установлены квалитеты (иначе степени точности).
Нормирование уровней точности
Разработка методов стандартизации производства — сюда входят допуски, посадки, квалитеты точности — осуществляется метрологическими службами. Прежде чем приступить непосредственно к их изучению, нужно понимать смысл слова «взаимозаменяемость». Что скрывается под этим определением?
Взаимозаменяемость — это свойство деталей собираться в единый узел и выполнять свои функции без проведения их механической обработки. Условно говоря, одна деталь изготавливается на одном заводе, другая на втором, и при этом они могут быть собраны на третьем и подходить друг к другу.
Целью такого разделения является повышение производительности, которое образуется в силу следующих причин:
- Развитие кооперирования и специализации. Чем более разнообразна номенклатура производства, тем больше времени необходимо для наладки оборудования под каждую конкретную деталь.
- Сокращение разновидностей инструмента. Меньшее количество типов инструмента также повышает эффективность изготовления механизмов. Происходит это по причине сокращения времени на его замену в процессе производства.

Понятие о допуске и квалитете
Понять физический смысл допуска без введения термина «размер» затруднительно. Размер — это физическая величина, характеризующая расстояние между двумя точками, лежащими на одной поверхности. В метрологии существуют следующие его разновидности:
- Действительный размер получается непосредственным измерением детали: линейкой, штангенциркулем и прочим мерительным инструментом.
- Номинальный размер показан непосредственно на чертеже. Он является идеальным с точки зрения точности, так что получение его в реальности является невозможным в силу наличия определенной погрешности оборудования.
- Отклонение — это разность между номинальным и действительным размерами.
- Нижнее предельное отклонение показывает разницу между наименьшим и номинальным размером.
- Верхнее предельное отклонение указывает разницу между наибольшим и номинальным размерами.
Для наглядности рассмотрим эти параметры на примере. Представим, имеется вал диаметром 14 мм. Технически определено, что он не потеряет своей работоспособности при точности его изготовления от 15 до 13 мм. В конструкторской документации это обозначается 〖∅14〗_(-1)^(+1).
Диаметр 14 является номинальным размером, «+1» — верхним предельным отклонением, а «-1» — нижним предельным отклонением. Тогда вычитание из верхнего предельного отклонения нижнего даст нам значение допуска вала. То есть в нашем случае он составит +1- (-1) = 2.
Все размеры допусков стандартизированы и объединены в группы — квалитеты. Иными словами, квалитет показывает точность изготовляемой детали. Всего существует 19 таких групп или классов. Схема их обозначения представлена определенной последовательностью чисел: 01, 00, 1, 2, 3…17. Чем точнее размер, тем меньший квалитет он имеет.
Таблица квалитета точности
| Числовые значения допусков | |||||||||||||||||||||
| Интервал номинальных размеров мм |
Квалитет | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | ||
| Св. | До | мкм | мм | ||||||||||||||||||
| 3 | 0.3 | 0.5 | 0.8 | 1.2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 0.10 | 0.14 | 0.25 | 0.40 | 0.60 | 1.00 | 1.40 | |
| 3 | 6 | 0.4 | 0.6 | 1 | 1.5 | 2.5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 0.12 | 0.18 | 0.30 | 0.48 | 0.75 | 1.20 | 1.80 |
| 6 | 10 | 0.4 | 0.6 | 1 | 1.5 | 2.5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 0.15 | 0.22 | 0.36 | 0.58 | 0.90 | 1.50 | 2.20 |
| 10 | 18 | 0.5 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 0.18 | 0.27 | 0.43 | 0.70 | 1.10 | 1.80 | 2.70 |
| 18 | 30 | 0.6 | 1 | 1.5 | 2.5 | 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 0.21 | 0.33 | 0.52 | 0.84 | 1.30 | 2.10 | 3.30 |
| 30 | 50 | 0.6 | 1 | 1.5 | 2.5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 0.25 | 0.39 | 0.62 | 1.00 | 1.60 | 2.50 | 3.90 |
| 50 | 80 | 0.8 | 1.2 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 0.30 | 0.46 | 0.74 | 1.20 | 1.90 | 3.00 | 4.60 |
| 80 | 120 | 1 | 1.5 | 2.5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 0.35 | 0.54 | 0.87 | 1.40 | 2.20 | 3.50 | 5.40 |
| 120 | 180 | 1.2 | 2 | 3.5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 0.40 | 0.63 | 1.00 | 1.60 | 2.50 | 4.00 | 6.30 |
| 180 | 250 | 2 | 3 | 4.5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 0.46 | 0.72 | 1.15 | 1.85 | 2.90 | 4.60 | 7.20 |
| 250 | 315 | 2.5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 0.52 | 0.81 | 1.30 | 2.10 | 3.20 | 5.20 | 8.10 |
| 315 | 400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 0.57 | 0.89 | 1.40 | 2.30 | 3.60 | 5.70 | 8.90 |
| 400 | 500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 0.63 | 0.97 | 1.55 | 2.50 | 4.00 | 6.30 | 9.70 |
| 500 | 630 | 4.5 | 6 | 9 | 11 | 16 | 22 | 30 | 44 | 70 | 110 | 175 | 280 | 440 | 0.70 | 1.10 | 1.75 | 2.80 | 4.40 | 7.00 | 11.00 |
| 630 | 800 | 5 | 7 | 10 | 13 | 18 | 25 | 35 | 50 | 80 | 125 | 200 | 320 | 500 | 0.80 | 1.25 | 2.00 | 3.20 | 5.00 | 8.00 | 12.50 |
| 800 | 1000 | 5.5 | 8 | 11 | 15 | 21 | 29 | 40 | 56 | 90 | 140 | 230 | 360 | 560 | 0.90 | 1.40 | 2.30 | 3.60 | 5.60 | 9.00 | 14.00 |
| 1000 | 1250 | 6.5 | 9 | 13 | 18 | 24 | 34 | 46 | 66 | 105 | 165 | 260 | 420 | 660 | 1.05 | 1.65 | 2.60 | 4.20 | 6.60 | 10.50 | 16.50 |
| 1250 | 1600 | 8 | 11 | 15 | 21 | 29 | 40 | 54 | 78 | 125 | 195 | 310 | 500 | 780 | 1.25 | 1.95 | 3.10 | 5.00 | 7.80 | 12.50 | 19.50 |
| 1600 | 2000 | 9 | 13 | 18 | 25 | 35 | 48 | 65 | 92 | 150 | 230 | 370 | 600 | 920 | 1.50 | 2.30 | 3.70 | 6.00 | 9.20 | 15.00 | 23.00 |
| 2000 | 2500 | 11 | 15 | 22 | 30 | 41 | 57 | 77 | 110 | 175 | 280 | 440 | 700 | 1100 | 1.75 | 2.80 | 4.40 | 7.00 | 11.00 | 17.50 | 28.00 |
| 2500 | 3150 | 13 | 18 | 26 | 36 | 50 | 69 | 93 | 135 | 210 | 330 | 540 | 860 | 1350 | 2.10 | 3.30 | 5.40 | 8.60 | 13.50 | 21.00 | 33.00 |
Понятие посадки
До этого мы рассматривали точность одной детали, которая задавалось только допуском. А что будет с точностью при соединении нескольких деталей в один узел? Как они будут взаимодействовать друг с другом? И так, здесь необходимо ввести новый термин «посадка», который будет характеризовать расположение допусков деталей друг относительно друга.
Подбор посадок производится в системе вала и отверстия
Система вала — совокупность посадок, в которых величина зазора и натяга подбирается за счет изменения размера отверстия, а допуск вала остается неизменным. В системе отверстия все наоборот. Характер соединения определяется подбором размеров вала, допуск отверстия считается постоянным.
В машиностроении 90% продукции производится в системе отверстия. Причина этому служит боле сложный процесс изготовления отверстия с технологической точки зрения, по сравнению с валом. Система вала применяется при возникновении затруднений обработки наружной поверхности детали. Ярким примером этого являются шарики подшипника качения.
Все виды посадочных соединений регулируются стандартами и также имеют квалитеты точности. Целью такого разделения посадок на группы является повышение производительности за счет увеличения эффективности взаимозаменяемости.
Виды посадок
Тип посадки и ее квалитет точности выбирают, исходя из условий работы и способа сборки узла. В машиностроении разделяют следующие их разновидности:
- Посадки с зазором — соединения, которые гарантированно образуют зазор между поверхностью вала и отверстия. Обозначают их буквами латиницы: A, B…H. Они применяются в узлах, в которых детали «ходят» относительно друг друга и при центрировании поверхностей.
- Посадки с натягом — соединения, в которых допуск вала перекрывает допуск отверстия, в результате чего образуются дополнительные напряжения сжатия. Посадка с натягом относится к не разборным типам соединения. Они применяются в высоко нагруженных узлах, главным параметром которых является прочность. Это — крепление на вал уплотнительных металлических колец и седел клапанов головки блока цилиндров, установка крупных муфт и шпонок под шестеренок и т.д и т.п. Посадку вала на отверстие с натягом производят двумя способами. Наиболее простой из них это — запрессовывание. Вал центрируют по отверстию, а затем ставят под пресс. При большем натяге используют свойства металлов расширяться при воздействии на них повышенных температур и ссужаться при понижении температуры. Этот метод отличается большей точностью сопряжения поверхностей. Непосредственно перед соединением вал предварительно охлаждают, а отверстие нагревают. Далее производят установку деталей, которые по истечению некоторого времени возвращают свои прежние размеры, образуя тем самым нужную нам посадку с зазором.
- Переходные посадки. Предназначены для неподвижных соединений, которые часто подвержены разборке и сборке (например, при ремонте). По своей плотности они занимают промежуточное положение среди разновидностей посадок. Данные посадки имеют оптимальное соотношение точности и прочности соединения. На чертеже обозначаются буквами k, m, n, j. Ярким примером их применения является посадка внутренних колец подшипника на вал.
Обычно использование той или иной посадки указано в специальной технической литературе. Мы просто определяем тип соединения и выбираем нужный нам тип посадки и квалитет точности. Но стоит отметить, что в особо ответственных случаях стандартом предусмотрен индивидуальный подбор допуска сопрягаемых деталей. Производится этой с помощью специальных расчетов, указанных в соответствующих методологических пособиях.
Оцените статью:
Рейтинг: 0/5 — 0
голосов
Сколько всего классов точности?
Классы точности Детали машин и их отдельные элементы изготовляются с различной степенью точности, в зависимости от назначения и характера соединения сопрягаемых поверхностей. В отечественном машиностроении приняты десять классов точности: 1-й, 2-й, 2a, 3-й, За, 4-й, 5-й, 7-й, 8-й и 9-й.1-й класс является (по точности) высшим.
- Наибольшее распространение в машиностроении имеют 2-й, 3-й и 4-й классы.
- Чем выше принят класс точности, тем выше стоимость изготавливаемой детали.
- Правильно выбранным классом точности следует считать наиболее грубый класс, обеспечивающий надёжную работу соединения.1- й класс точности.1-й класс точности применяется для особенно точных однородных посадок.
Основной метод окончательной обработки поверхностей: очень точная шлифовка для валов, многократное развёртывание для отверстий, притирка и прочие доводочные операции. В общем машиностроении 1-й класс точности применяется редко. Он находит применение при изготовлении шарикоподшипников и редко при их посадке на вал или в корпус, в некоторых специальных деталях пневматических машин, в соединениях точных измерительных приборов и механизмов.2- й класс точности.2-й класс точности применяется для изготовления важных и ответственных сопряжений, требующих однородности и взаимозаменяемости.
Основной вид изготовления: а) для валов—шлифование или тщательная обточка, б) для отверстий—шлифование или тщательная расточка, чистое развёртывание.2-й класс точности одновременно с 3-м, 4-м, 5-м классами в основном применяется: в станкостроении, авто-и тракторостроении,электромо- торостроении, общем машиностроении, производстве пневматических машин и др.
В общем машиностроении посадки 2-го класса являются наиболее распространёнными.2-й класс точности охватывает все указанные ранее виды посадок как для неподвижных, так и подвижных соединений. Рассмотрим эти посадки. Горячая посадка (Гр) применяется при необходимости получения прочного неподвижного соединения деталей, подверженных действию ударных или переменных нагрузок, или испытывающих в эксплоатации термические деформации, например: посадка бандажей на железнодорожные колёса, маховых колёс на шейки валов, венца червячного колеса на обод и т.п.
- При горячих посадках натяг сопрягаемых деталей уничтожается при сборке путём нагрева детали, имеющей отверстие, или путём охлаждения вала.
- Горячая посадка обеспечивает неподвижность и прочность деталей в соединении исключительно за счёт натяга.
- Прессовая посадка (Пр) применяется в случаях необходимости менее прочного и, следовательно, менее надёжного неподвижного соединения, с меньшим натягом, чем при горячей посадке.
Прессовая посадка может быть получена под прессом без нагрева. Эта посадка применяется при соединении, например, венца зубчатого колеса со ступицей, при посадке глухих втулок в корпуса подшипников, при посадке втулок в головки шатунов и т.д. В этих соединениях прочность прессового соединения достигается также за счёт натяга.
Что определяет квалитет точности?
Квалитет – это совокупностью допусков, имеющих единую степень точности. Параметр определяет качество изготовления компонентов, используется при расчете различных сборочных операций. Слово квалитет имеет латинское происхождение – Qualitas, что в переводе означает качество.
Какой самый точный квалитет?
Справочная информация Квалитет — мера точности (ряд допусков, класс точности, степень точности) — это совокупность допусков, соответствующих одному уровню точности для всех номинальных размеров. Каждому методу обработки соответствует определенный диапазон квалитетов точности размеров, степеней точности формы, параметров шероховатости поверхности Ra и глубины дефектного слоя.
Для черновых переходов обработки это в первую очередь связано с точностью исходной заготовки, для чистовых — с точностью выполнения предшествующих переходов обработки и с условиями осуществления данного перехода. Точность на каждом последующем переходе обработки данной элементарной поверхности обычно повышается на черновых переходах на один — три квалитета или одну — три ступени точности, на чистовых — на один — два квалитета точности размера или одну — две степени точности формы обрабатываемой поверхности.
Для деталей из чугуна, цветных сплавов размеры обрабатываемых поверхностей выдерживают на один квалитет, а отклонения формы — на одну степень точности выше, чем для деталей из стали, обрабатываемых в аналогичных условиях. Существует 19 квалитетов: 01; 0; 1; 2;.17,
- Самый точный 01, самый грубый 17,
- Каждому квалитету соответствует определенный допуск.
- Например: Для размера 10мм соотверствует: По 6 квалитету — допуск 0.009мм или 9мкм (микрометров или сокращенно микронов), по 8 квалитету — допуск 22мкм.
- Для размера 20мм соответсвует: По 6 квалитету — допуск 13мкм, По 8 квалитету — допуск 27мкм.
Чем больше номинальный размер, тем больше и допуск на него в каждом квалитете, ОСНОВНЫЕ ТРЕБОВАНИЯ, ДОПУСКИ ПРЕДСТАВЛЕНЫ СЛЕДУЮЩИМИ ДОКУМЕНТАМИ : Основные нормы взаимозаменяемости ГОСТ 24643-81, Допуски формы и расположения поверхностей. Числовые значения.
Название анг.: Basic norms of interchangeability. Tolerances of form and position of surfaces. Numerical values Описание документа: Настоящий стандарт распространяется на допуски формы и расположения поверхностей деталей машин и приборов и устанавливает числовые значения допусков. Основные нормы взаимозаменяемости ГОСТ 25346-89,
Единая система д опусков и посадок. Общие положения, ряды допусков и основных отклонений Название анг.: Basic norms of interchangeability. Unified system of tolerances and fits. General, series of tolerances and fundamental deviations Описание документа: Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
Что означает Квалитет?
Смотреть что такое «КВАЛИТЕТ» в других словарях: —
квалитет — а, м. qualité f., ит. qualita, лат. qualitas, > нем. Qualität.1. Свойство, качество. Сл.18. Качество, свойство, доброта; так же звание, достоинстов, чин, состояние.Ян.1804. Его чин чтоб был неточию муж великаго Исторический словарь галлицизмов русского языка КВАЛИТЕТ — (от лат. qualitas качество) характеристика точности изготовления изделия (детали), определяющая значения допусков. Для применяемой в России т.н. системы вал отверстие установлено 19 квалитетов. Первые 6 применяются для калибров и других особо Большой Энциклопедический словарь КВАЛИТЕТ — характеристика качества или точности изготовления изделия (детали); качество. Словарь иностранных слов. Комлев Н.Г., 2006 Словарь иностранных слов русского языка Квалитет — (немецкое Qualitat, от латинского qualitas качество), характеристика точности изготовления изделия (детали), определяющая значения допусков. В машиностроении установлено 19 квалитетов; первые 6 квалитетов применяются для калибров и других особо Иллюстрированный энциклопедический словарь Квалитет — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической Википедия квалитет — 3.3.3 квалитет (tolerance grade): Совокупность допусков в стандартизованной системе допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Источник Словарь-справочник терминов нормативно-технической документации квалитет — (от лат. qualitas качество), характеристика точности изготовления изделия (детали), определяющая значения допусков. Для применяемой в России так называемой системы «вал отверстие» установлено 19 квалитетов. Первые 6 применяются для калибров и Энциклопедический словарь Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Источник: ГОСТ 25346 89. Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и Официальная терминология КВАЛИТЕТ — (от лат. qualitas качество) хар ка точности изготовления изделия (детали), определяющая значения допусков на изготовление, а следовательно, и соответствующие методы и средства обработки и контроля. В применяемой в СССР для системы вал отверстие Большой энциклопедический политехнический словарь квалитет — квалит ет, а Русский орфографический словарь
Какой Квалитет стандарта ISO является более точным?
Квалитет — это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Стандарт предусматривает 19 квалитетов : 01; 0; 1; 2; 3; 4 17., по ISO — 20 квалитетов, есть еще 18 квалитет. Наивысшей точности соответствует 01 квалитет, низшей- 18 квалитет.
Какие Квалитеты используют в машиностроении?
Расчет системы посадок и допусков по квалитетам точности — Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров, В ЕСПД классы точности называют для удобства квалитетами.
- С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку.
- Всего насчитывают 19 квалитетов: от 01 до 17.
- Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров.
- Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
- После этого обозначения проставляется номер квалитета.
- При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы.
- Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты.
- IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями; • IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб; • 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
- IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
- 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях. • Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры.
Что определяет допуск?
Допуск (Т) размера — это разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т.е.
Что называется допуском?
Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами.
Сколько Квалитетов точности в Есдп?
ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, 18). Квалитеты от 01 до 5 предназначены преимущественно для калибров. Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C. Установлено 27 основных отклонений валов и 27 основных отклонений отверстий.
Для чего нужен класс точности?
Класс точности – это основная метрологическая характеристика прибора, определяющая допустимые значения основных и дополнительных погрешностей, влияющих на точность измерения. Погрешность может нормироваться, в частности, по отношению к:
результату измерения (по относительной погрешности), в этом случае, по ГОСТ 8.401-80 (взамен ГОСТ 13600-68), цифровое обозначение класса точности (в процентах) заключается в кружок. длине (верхнему пределу) шкалы прибора (по приведенной погрешности)
Для стрелочных приборов принято указывать класс точности, записываемый в виде числа, например, 1,5 или 2,5. Это число даёт максимально возможную погрешность прибора, выраженную в процентах от наибольшего значения величины, измеряемой в данном диапазоне работы прибора.
Например, для манометра ДМ 93-100-1-М, работающего в диапазоне измерений 0-10 кгс/см 2, класс точности 1,0 определяет, что указанная погрешность при положении стрелки в любом месте шкалы не превышает 0,1 кгс/см 2, Относительная погрешность результата зависит от значения измеряемого давления, становясь недопустимо высокой для малых давлений.
Конкретно в данном случае это означает, что таким манометром не следует пытаться измерить давление, меняющееся в диапазоне 0,01.0,2 кгс/см 2, точного результата не получить. Обычно цена наименьшего деления шкалы стрелочного прибора согласована с погрешностью самого прибора.
Если класс точности используемого прибора неизвестен, за погрешность прибора всегда принимают половину цены его наименьшего деления. Понятно, что при считывании показаний со шкалы нецелесообразно стараться определить доли деления, так как результат измерения от этого не станет точнее. У манометров, которые мы предлагаем, на цифеблатах нанесена круговая шкала в соответствии с ГОСТ 2405-88.
Пределы допускаемой приведённой основной погрешности выражены в процентах от дипапзона измерений: ±0,15%; ±0,25%; ±0,4%; ±0,6%; ±1%; ±1,5%; ±2,5%; ±4%. Класс точности выбирается из ряда 0,15; 0,25; 0,4; 0,6; 1; 1,5; 2,5; 4, в соответствии с пределами допускаемой приведённой основной погрешности.
- Класс точности у обычных технических показывающих манометров с диаметром шкалы 40; 50 мм, как правило, 2,5 или 4.
- У манометров с диаметром шкалы 60 (63) мм 1,5; 2,5 или 4.
- У манометров со шкалами 100 и 150 (160) мм класс точности 1,5 или, под заказ, 1.
- Классы точности 0,4; 0,6 характерны для манометров точных измерений, а 0,15; 0,25 – для манометров образцовых.
Исходя из вышеизложенного, можно ответить на вопрос «какой класс точности выше, 1 или 1,5?», что выше класс точности 1.
В чем измеряется класс точности?
Класс точности средств измерений
| Обозначение класса точности | Примечание | |
|---|---|---|
| 0,5 | Класс точности 0,5 | нормирующее значение выражено в единицах измеряемой величины |
| Класс точности 0,5 | нормирующее значение принято равным длине шкалы или её части | |
| Класс точности 0,5 | δ = Δ / х | |
| 0,02/0,01 | Класс точности 0,02/0,01 | δ = ± |
Как определить класс точности?
Что такое класс точности манометра, и как его определить — Класс точности манометра является одной из основных величин, характеризующих прибор. Это процентное выражение максимально допустимая погрешность измерителя, приведенная к его диапазону измерений.
- Абсолютная погрешность представляет собой величину, которая характеризует отклонение показаний измерительного прибора от действительного значения давления.
- Также выделяют основную допустимую погрешность, которая представляет собой процентное выражение абсолютного допустимого значения отклонения от номинального значения.
Именно с этой величиной связан класс точности. Существует два типа измерителей давления — рабочие и образцовые. Рабочие применяются для практического измерения давления в трубопроводах и оборудовании. Образцовые — специальные измерители, которые служат для поверки показаний рабочих приборов и позволяют оценить степень их отклонения.
0,15; 0,25; 0,4; 0,6; 1,0; 1,5; 2,5; 4,0.
Таким образом, этот показатель имеет прямую зависимость с погрешностью. Чем он ниже, тем ниже максимальное отклонение, которое может давать измеритель давления, и наоборот. Соответственно, от этого параметра зависит, насколько точными являются показания измерителя.
- Высокое значение указывает на меньшую точность измерений, а низкое соответствует повышенной точности.
- Чем ниже значение класса точности, тем более высокой является цена устройства.
- Узнать этот параметр достаточно просто.
- Он указан на шкале в виде числового значения, перед которым размещаются литеры KL или CL.
Значение указывается ниже последнего деления шкалы. Указанная на приборе величина является номинальной. Чтобы определить фактический класс точности, нужно выполнить поверку и рассчитать его. Для этого проводят несколько измерений давления образцовым и рабочим манометром.
Что такое посадки?
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Какие Квалитеты используются для ответственных соединений в общем машиностроении?
Расчет системы посадок и допусков по квалитетам точности — Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров, В ЕСПД классы точности называют для удобства квалитетами.
С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку. Всего насчитывают 19 квалитетов: от 01 до 17. Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров. Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
После этого обозначения проставляется номер квалитета. При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы. Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты. • IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями; • IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб; • 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
- IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
- 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях. • Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры.
Что такое посадки в системе вала?
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (черт.
Что такое система допусков и посадок?
Система отверстия, — Чтобы осуществить нужную посадку, т.е. получить нужный зазор или натяг между валом и отверстием, можно назначить больший или меньший размер вала, оставляя размер отверстия неизменным. Если диаметр вала будет больше диаметра отверстия, получим натяг (неподвижную посадку); если диаметр вала будет меньше, получим зазор (свободную посадку).
- Следовательно, оставляя для данного номинального диаметра предельные размеры отверстия одинаковыми при всех посадках одного и того же класса точности, осуществляем необходимую посадку за счет увеличения или уменьшения размеров вала, т.е.
- Осуществляем зазор или натяг.
- Такая система постоянного размера отверстия и изменяющегося размера вала называется системой отверстия.
На рис.5а схематически показано, при каких посадках получаются зазоры, а при каких — натяги по системе отверстия.  При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А 1 ; А ; А 3 ; А 4 и т.д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н 2а ; Х 3 ; Ш 4 ; Л 5 и т.д.
При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А 1 ; А ; А 3 ; А 4 и т.д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н 2а ; Х 3 ; Ш 4 ; Л 5 и т.д.
При проектировании и изготовлении деталей допускается определенное отклонение от первоначально заданных параметров. Допустимые погрешности в размерах, устанавливаемые Международным стандартом, определяются для каждой категории изделий отдельно. Разница предельных значений, на которые могут отклоняться фактические размеры детали, называется допуском, а степень точности ее изготовления относительно проекта — квалитетом. В этой статье мы рассмотрим подробнее, что такое квалитет в системе допусков, а также разберем основные понятия, связанные с нормативами для производства технических элементов.
- Основные определения и термины системы допусков и посадок (СДП)
- Номинальные размеры и отклонения от них
- Система посадок как способ эффективного сопряжения поверхностей
- Расчет СДП по квалитетам точности
- Особенности расчета СДП с помощью размерных цепей
- Прямые и обратные задачи в определении СДП
- Способы получения искомой точности начального звена
Основные определения и термины системы допусков и посадок (СДП)
В системе квалитета за основу берется понятие отверстия и вала. Данные определения условно обозначают наружные и внутренние элементы, в том числе и те, которые обладают нецилиндрической формой. Степень и способ подгонки таких деталей друг другу носит название посадки. В рамках производственных стандартов различают три варианта посадки:
1. С зазором — диаметр охватываемой несколько меньше диаметра охватывающего элемента соединения.
2. С натягом — вал при любом варианте исполнения имеет такие размеры, при которых он вставляется в отверстие с определенным усилием.
3. Переходная — форма деталей предусматривает как посадку с зазором, так и посадку с натягом, поскольку области их допусков могут перекрываться.
К вышеприведенным типам относится и термин «допуск посадки», определяемый как сумма допусков вала и отверстия. Также в СДП используются следующие понятия:
• номинальный размер — параметр, от которого отсчитываются отклонения, и служащий для определения предельно допустимых размеров. Для составных конструкций он является общим, определяясь с учетом функциональности деталей;
• действительный размер — фактический параметр произведенной детали. Устанавливается с помощью измерения с допустимой погрешностью;
• предельные размеры — максимальный и минимальный допускаемый параметр одного элемента. Обозначения: Dmax, Dmin – для отверстия, dmax, dmin – для вала;
• верхнее и нижнее отклонение — разница между соответствующими предельными и номинальными значениями;
• нулевая линия — линия, обозначающая номинальную размерную величину. Служит началом отсчета для определения квалитетных значений, как в сторону уменьшения, так и в сторону увеличения;
• поле допуска — очерчивается предельными значениями, будучи ограничиваемым на чертежах линиями верхнего и нижнего отклонения.

Номинальные размеры и отклонения от них
Выточке детали обязательно предшествует создание чертежа, на котором указываются номинальные значения ее параметров. Так как абсолютного соответствия проектировочным данным в практическом исполнении, особенно для двух совмещаемых элементов, добиться невозможно, их изготовление идет с определенной степенью точности.
По общим критериям, меньшее отклонение от заданных габаритов означает больший класс квалитета. Величина несоответствия определяется допуском посадки, который всегда принимает положительные значения вне зависимости от того, в какую сторону от запланированных размеров были смещены поверхности в уже изготовленной детали.
Допуск также можно определить как допускаемый объем стачивания части конструкции при ее механической обработке. Размеры одинаковых деталей в одной партии могут варьировать в пределах, устанавливаемых производственными стандартами согласно своему классу точности.
Таким образом, если деталь была изготовлена с соблюдением предписанных нормативов по допускам, она идет в дальнейшую сборку. В противном случае она считается бракованной.
Для характеристики квалитета размеров тех или иных изделий важна не только точность отдельных составляющих конструкции, но и точность формовки и взаиморасположения их поверхностей. В этом отношении отклонения могут быть последствием деформации или неточности обрабатывающего оборудования, деформации самих деталей, неоднородности материала и других факторов.

В соединениях с заметной подвижностью отклонения могут привести к неравнормерному натягу. Это, в свою очередь, может сделать сопряжение элементов менее прочным и герметичным, а также снизить качество их центровки.
В собранных изделиях погрешности в деталях могут вызвать деформирование узлов, неравномерность в зазорах и сбой в работе всего механизма.
Система посадок как способ эффективного сопряжения поверхностей
Соединение деталей должно быть выполнено таким образом, чтобы узел был как можно более функционален. С этой целью была выработана система эффективных посадок с допусками, определенными, например, для таких механизмов, как зубчатые колеса, муфты, шкивы, поршневые системы и другие.
Тип сопряжения выбирается с учетом функционального назначения узла. Посадки с зазором применяются для подвижных соединений, к примеру, для подшипников, где требуется оставить пространство для свободного хода элементов, а также для смазочного материала. Кроме того, зазор может присутствовать в неподвижных сопряжениях, будучи предусмотренным для свободной и быстрой сборки.
Посадки с натягом используются в конструкциях с требованием высокой точности. Их применяют в механизмах, передающих крутящий момент и радиальные силы, которые не требуют вспомогательного крепления. Это является конструкционным преимуществом, упрощающим конфигурацию и сборку элементов. Данный тип соединения отличается достаточной неподвижностью, появляющейся за счет сил трения, которые возникают при соприкосновении поверхностей.
Натяги со средним квалитетом задействуются при изготовлении втулок, шестерней с большой нагруженностью, червячных колес с валами и прочих.

Переходный тип посадок предназначается для неподвижных сопряжений, которые, однако, можно разобрать, что обеспечивает простой монтаж и демонтаж конструкций. При этом используется дополнительный крепеж в виде болтов, штифтов или шпонок. Комбинированными посадками повышенной точности соединяются шкивы небольшого размера с маховиками, подшипниковые стаканы с корпусами или, например, муфты с валами.
Расчет СДП по квалитетам точности
Принципы допусков и относящихся к ним посадок укладываются в международно стандартизированную систему, иногда обозначаемую сокращением IT (international tolerance). В ней степени точности преобразованы в квалитеты. Всего определяют 19 квалитетов со следующим порядком: 01, 0,1, 2, … 17. При этом реальные величины допусков, выражаемые в микрометрах (микронах), сводятся в таблицу, учитывающую размерные диапазоны обрабатываемых деталей.
В проектной документации, например, можно встретить сокращения типа H7/h6, что подразумевает сопряжение отверстия и вала. Внешний элемент обозначается заглавной буквой, а внутренний — строчной. Цифры же означают квалитет.
В целом квалитеты находят следующие применения:
• IT01-3 – применяются для производства калибровочных инструментов.
• IT4-5 – предназначены для особо точных сопряжений, в которых необходимо добиться предельно однородного зазора или натяга. Детали такой точности обычно входят в состав измерительных устройств с высокоточными зубчатыми передачами и подшипниковыми механизмами.
• IT6-7 – используются для особо важных сопряжений со строгой регламентацией посадок. При этом точно определяемые зазоры и натяги должны обеспечивать идеально выверенный ход, перемещение, герметичность и прочность соединяемых компонентов. К устройствам с этими квалитетами относятся подшипники качения и скольжения, а также шестерни с достаточно высоким уровнем точности.
• IT8-9 – реализуются в основных вариантах посадки, к которым предъявляются не столь строгие требования. Они проектируются для того, чтобы обеспечивать среднеточную сборку и компенсировать допустимую деформацию поверхностей.
• IT10 – применяется в сопряжениях с зазорами, если в них предусматриваются определенные колебания компонентов.
• IT11-12 – предназначаются для так называемой грубой сборки, при которой посадка характеризуется достаточно заметным люфтом. К типичным соединениям с этими квалитетами принадлежат фланцы, крышки прокладочные кольца и другие.
• IT13-17 — используют для элементов, которые не входят в состав каких-либо соединений и, следовательно, не имеют особо принципиального значения в работе устройства.
В СДП принято считать, что допуски в рамках одного квалитета изменяются в соответствии с изменениями погрешности при изготовлении элемента, размер которого и определяет эти изменения.
Установление допусков (IT) осуществляется по формуле
IT = K × i,
где K – число единиц допуска, установленное для каждого квалитета, а i – единица допуска.
Переменные для расчета IT определяются в соответствии со следующей таблицей.

Особенности расчета СДП с помощью размерных цепей
Предполагаемая функциональность детали определяет набор ее параметров в проекте. К примеру, для свободного вращения шестерни нужно задать зазор, отделяющий его от втулки. Величина отступа при этом, как правило, оказывается зависимой от других размерных показателей сопрягаемых компонентов. Эта взаимозависимость образует понятие размерной цепи, которая по определению является комплексом параметров, спроектированных специально для решения конкретной задачи. Можно сказать, что размеры, входящие в такую цепь создают замкнутый контур.
Создавая такие контуры, инженеры стремятся обеспечить надлежащую точность и функциональность изделий. В ходе конструкционной разработки устанавливается связь параметров на отдельных стадиях производственного процесса.
На рисунке 2 показана динамическая зависимость размеров на разных этапах изготовления детали. При этом параметр СΔ получается автоматически при последовательном выдерживании остальных размеров.

Размерная цепь состоит из разных по своим геометрическим характеристикам параметров, которые относительно самой цепи называются звеньями. К таким составляющим можно отнести:
• посадочные показатели;
• диаметральные размеры;
• промежутки между осями и поверхностями;
• естественные деформации;
• мертвые ходы и перекрытия.
По основным правилам построения размерных цепей, прежде всего, необходимо установить замыкающее звено, то есть звено, получающееся после того, как будут выдержаны другие звенья. Эти звенья, называемые составляющими, подразделяются на увеличивающие и уменьшающие, в зависимости от того, увеличивают они или уменьшают замыкающее звено.
Прямые и обратные задачи в определении СДП
При расчете размерных контуров разработчики сталкиваются с двумя типами задач, определяющих конструкторский процесс: прямыми и обратными.
Прямые задачи в качестве вводных данных включают в себя номинальные параметры замыкающего элемента. При их решении конечной целью является определение в основном ключевых значений составляющих звеньев цепи.
Решение задач такого вида осуществляется еще на стадии проектировки изделия. Оно подразумевает выявление исключительно полей допусков. При этом номинальные значения оказываются определенными самой конструкцией продукта, а их правильность должна быть подтверждена проверочным расчетом.
Определенное значение в таких расчетах составляет коэффициент сложности, выражающий вероятность достижения предусмотренного квалитета в обычных условиях производства без привлечения дополнительного финансирования. В этом смысле во внимание принимаются такие факторы, как трудности, связанные с обработкой материала; достижимость квалитетного уровня на штатно работающем оборудовании.
Коэффициенты уровня сложности позволяют установить допустимые погрешности составляющих звеньев за исключением одного, уравнение допусков которого решают в последнюю очередь.
Кроме того, решение может состоять в том, что допуски составляющих звеньев при их равных значениях в проекте одинаково влияют на параметр завершающего звена. Принимая это во внимание, в величинах допусков делаются поправки в зависимости от коэффициента сложности.
Обратные задачи заключаются в нахождении габаритов замыкающего звена при известных значениях допустимых отклонений составляющих звеньев. Решая их, конструкторы верифицируют результаты решений прямых задач.

Способы получения искомой точности начального звена
Для получения требуемых характеристик размерной цепи, в том числе и точных параметров начального компонента, используются следующие методы:
• Полная взаимная заменяемость — при построении цепи составляющие звенья включаются без специального выбора. Метод отличается простотой выявления точности конечного компонента. Он позволяет различным производственным объединениям наладить совместную работу, а также не требует особой квалификации рабочих для осуществления сборочных работ.
• Вероятностный метод — учитывает законы, в соответствии с которыми габариты деталей распределяются по партиям, а также при сборке, случайным образом. Способ делает возможным увеличение допускных полей составляющих звеньев.
• Селективная сборка — подбор элементов ведется по определенным геометрическим или другим характеристикам. Разрешает отбирать детали партиями, регулировать положение компонентов, применять компенсаторы или выполнять другие необходимые действия.
• Пригонка — точность ключевого звена достигают, изменяя габариты звена, определенного как компенсирующее — с него при необходимости снимают некоторый слой материала. На чертежах компенсатор часто обозначается буквой, заключенной в рамку.
• Регулирование — метод похож на пригонку, однако не предусматривает заточку компенсатора. Вместо этого изменяется положение компенсатора или в конструкцию включается специальный элемент с необходимым размером.
Выбирая метод, помогающий получить нужную точность изначального звена, непременно следует учитывать конструкционные особенности устройства, его назначение, затраты на его производство и другие факторы. Оптимальный выбор способа, при котором можно увеличить производительность и сократить расходы, является важным показателем квалификации специалиста и уровня его работы.
Как показывает практика, метод полной взаимозаменяемости является наиболее эффективным, хотя его не всегда можно применить. При этом по возможности лучше избегать пригонки, подбора или регулирования.
Вместе с тем следует отметить, что вероятностный способ зачастую показывает неплохие результаты в экономическом плане. При его применении реализуются граничные, менее затратные квалитеты и минимизируется уровень брака.
СДП — принципиально определяющий фактор для рабочих показателей машин и механизмов. Отлично выверенная точность параметров технических элементов, несомненно является гарантией качества продукции и ее высоких эксплуатационных характеристик. То, насколько точно изготовлены детали, играет важную роль в обеспечении взаимозависимости отдельных узлов и компонентов технических объектов.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.