
Рекомендуемые сообщения
-
#1
Нужно изготовить деталь.
Стакан из латуни внеш. диаметр 23мм внутр. 16мм глубина 12мм
Ну это просто на токарном… сделал.
Дальше нужно вырезать стенку в стакане до дна на ширину 16 мм.
Тут в общем тоже не сложно…
Но вот затем нужно просверлить отверстие 5 мм со смещением от центра 1,2 мм в сторону выреза в стенке… (вырез и отверстие на одной оси).
А как нащупать центр стакана?
Спец приспособлений никаких нет. 
Поделиться сообщением
Ссылка на сообщение
-
#2
Самое простое- прижать деталь конусом установленным в шпиндель.
Кстати, какой фрезер?
Поделиться сообщением
Ссылка на сообщение
-
#3
Mc Duck, расточная головка и индикатор есть?
Поделиться сообщением
Ссылка на сообщение
-
#4
Перевернуть стакан,и хоть чем.
Поделиться сообщением
Ссылка на сообщение
-
#5
Поделиться сообщением
Ссылка на сообщение
-
#6
, Есть неподвижный центр с конусом морзе 4?
Поделиться сообщением
Ссылка на сообщение
-
#7
Типа резец а на конце шарик и обкатываем.
Поделиться сообщением
Ссылка на сообщение
-
#8
Mc Duck, расточная головка и индикатор есть?
Расточная есть… но на КМ2… хотя наверно есть и переходник КМ2- КМ4.
Индикаторная стойка есть с магнитным основанием.
Центр только на КМ3… но были какие то переходники вроде… нужно поискать.
Поделиться сообщением
Ссылка на сообщение
-
#9
Центр только на КМ3… но были какие то переходники вроде… нужно поискать.
Ну тогда можно воткнуть центр в шпиндель(через переходник ест.), далее зажимаем деталь в патрон(можно снять с токарника, если нет другого) , потом прижимаем деталь центром и в таком состоянии затягиваем патрон к столу фрезера, обнуляем лимбы и вперед!
Поделиться сообщением
Ссылка на сообщение
-
#10
Расточную в переходник и в шпиндель, со стойки опору для индикатора в центральное отверстие головки и обкатать опору с регулировкой расточной головки так, чтобы опора без биений вращалась вокруг оси шпинделя. Потом закрепить на опоре индикатор и обкатывать стакан. Мне тут недавно рычажный советовали, но если нет, то и ИЧ постараться можно. Это если суперточность нужна.
Или по совету dansystems, даже подвижным токарным центром с КМ4 можно прижать деталь. Точность ИМХО чуть ниже, все зависит от состояния центра.
Поделиться сообщением
Ссылка на сообщение
-
#11
. Точность ИМХО чуть ниже, все зависит от состояния центра.
МОжно крутить шпиндель от руки, если с центр изношен.
Этот способ- выход из положения-конечно же 
Поделиться сообщением
Ссылка на сообщение
-
#12
А как нащупать центр стакана?
Штангенциркулем
Поделиться сообщением
Ссылка на сообщение
-
#13
Кстати, умничал тут, а ведь можно опору индикатора в цанговом патроне зажать.
Поделиться сообщением
Ссылка на сообщение
-
#14
Индикатор на магнитной стойке к шпинделю,обкатываем стакан снаружи или изнутри идикатором»на шарике»…..вообщем как на расточном!
Поделиться сообщением
Ссылка на сообщение
-
#15
Можно методом бумажек. Приклеиваем к детали кусочек тоненькой бумаги (клеем мажем не всю бумагу, а только края, чтоб держалось, можно скотчем прихватить) и медленно подаем вращающуюся фрезу на деталь. Сначала фреза будет шелестеть по бумаге, а потом в какой-то момент порвет. Вот это и есть точка касания фрезы с краем детали. Зная радиус фрезы можно вычислить требуемое перемещение шпинделя.
А вообще используют для таких целей центро/краеискатели.
Изменено 06.07.2012 18:54 пользователем TDuke
Поделиться сообщением
Ссылка на сообщение
-
#16
Ну тогда можно воткнуть центр в шпиндель(через переходник ест.), далее зажимаем деталь в патрон(можно снять с токарника, если нет другого) , потом прижимаем деталь центром и в таком состоянии затягиваем патрон к столу фрезера, обнуляем лимбы и вперед!
Да пожалуй самый хороший вариант…. буду пробовать, спасибо.
Поделиться сообщением
Ссылка на сообщение
-
#17
Я делаю по другому, но времени больше уходит. В моем станке голова с КМ4. На токарном, за один проход вытачиваю, с одной стороны укороченный КМ4, что бы в конус шпинделя встал, а с другой стороны нужный мне диаметр для центровки. Таких центрово со временем поднакопилось. Иногда даже точить не приходится, т.к. есть готовая. Нормальный центроискатель дорогой. Пока так обхожусь.
Поделиться сообщением
Ссылка на сообщение
-
#18
Бродяга, а если выточить бобышку диаметром нужным для центровки… и ее вставить в цангу… конус точить как то уж больно долго.
Поделиться сообщением
Ссылка на сообщение
-
#19
Поделиться сообщением
Ссылка на сообщение
-
#20
конус точить как то уж больно долго
Да не очень и долго укороченный точить. Зато точнее. В вашем варианте, конус цангового патрона, цанга, оправка + вылет бОльший получается . В моем случае, все в одном флаконе. Ну если точность не особо важна, то конечно можно.
Поделиться сообщением
Ссылка на сообщение
-
#21
Поделиться сообщением
Ссылка на сообщение
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители
0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
#1
![]()
OFFLINE
ДУКДУК
-

- Пользователи
-
- 5 сообщений
Абитуриент


- Из:Ульяновск
Отправлено 04 Февраль 2015 — 20:19
Вобщем такая ситуация просьба несмеяться я пока еще только учусь!! мне надо найти центр детали допустим коснулся я фрезой ф40 вверха детали на станке значение z-269 потом низа детали на станке значение z-509 как высчитать напишите плиз подробно очень надо!!!
- Наверх
#2
![]()
OFFLINE
2ar
2ar
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
- Из:Новосибирск
Отправлено 04 Февраль 2015 — 21:50
-(509-269)/2=Centre details Класс примерно 3, 4
- Наверх
#3
![]()
OFFLINE
ДУКДУК
ДУКДУК
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Из:Ульяновск
Отправлено 04 Февраль 2015 — 21:57
-(509-269)/2=Centre details Класс примерно 3, 4
Я ТАК И ГОВОРИЛ МНЕ СКАЗАЛИ НЕВЕРНО
- Наверх
#4
![]()
OFFLINE
T-Rex
T-Rex
- Пол:Мужчина
- Из:Йошкар-Ола
Отправлено 04 Февраль 2015 — 22:12
Я ТАК И ГОВОРИЛ МНЕ СКАЗАЛИ НЕВЕРНО
Тогда уточните, что подразумевается под «центром». В вашем случае это все-таки «половина высоты», а не геометрический центр.
- Наверх
#5
![]()
OFFLINE
Igor_V
Igor_V
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
- Из:Санкт-Петербург
Отправлено 04 Февраль 2015 — 22:29
А не имеется ли ввиду что Вы не учли диаметр фрезы — 20 мм имхо из размера при фрезе 40 если верх низ детали по xy, если по Z то непонятно
- Наверх
#6
![]()
OFFLINE
2ar
2ar
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
- Из:Новосибирск
Отправлено 04 Февраль 2015 — 22:38
Если не учитывать, что деталь имеет размеры по X и Y, то центр по z именно там. Если учитывать, то туже формулу применяем по XY для нахождения геометрического центра по всем 3 сторонам
- Наверх
#7
![]()
ONLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 04 Февраль 2015 — 22:41
Блин, не нашел арифметику за третий класс-опередили местные ученые.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#8
![]()
OFFLINE
DEDAlex
DEDAlex
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
- Из:Украина/Московия
Отправлено 04 Февраль 2015 — 22:49
Сколько центнеров силоса от каждой курицы несушки будет уложено в бурты после покоса зяби? ©
Сообщение отредактировал DEDAlex: 04 Февраль 2015 — 22:50
ДАВНО ЖИВУ-ПРИВЫК УЖЕ…
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
- Наверх
#9
![]()
OFFLINE
ДУКДУК
ДУКДУК
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Из:Ульяновск
Отправлено 04 Февраль 2015 — 22:56
ЕЩЕ РАЗ ПОВТОРЮ-СМОТРИТЕ-Я ФРЕЗОЙ 40 КОСНУЛСЯ ВЕРХА ДЕТАЛИ Y-269 ПОТОМ НИЗА ТАМ Y-509( ЩШИБСЯ ШПИНДЕЛЬ ГОРИЗОНТАЛЬНЫЙ) ВОТ МНЕ НАДО СЕРЕДИНУ НАЙТИ ТОЕСТЬ ЦЕНТР ДЕТАЛИ
- Наверх
#10
![]()
ONLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 04 Февраль 2015 — 23:02
Центр там и останется, но для кромки фрезы. Никак не найду арифметику за третий класс, ах да, вспомнил центр фрезы ее диаметр попалам. Сами поправку сумеете внести или мне опять искать учебник?
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#11
![]()
OFFLINE
Igor_V
Igor_V
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
- Из:Санкт-Петербург
Отправлено 04 Февраль 2015 — 23:07
Аппроксимируйте то что я сказал на ось Z. Вы касаетесь верха заготовки низом фрезы, а низа заготовки верхом фрезы. Представите что Вы меряйте по центрам.
- Наверх
#12
![]()
ONLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 04 Февраль 2015 — 23:10
Igor_V, Вы тоже в третьем классе пиво пили вместо арифметики? Меня папа порол, не педогогично по нонешним временам, но мысли переместились из того места.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#13
![]()
OFFLINE
Igor_V
Igor_V
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
- Из:Санкт-Петербург
Отправлено 04 Февраль 2015 — 23:18
Igor_V, Вы тоже в третьем классе пиво пили вместо арифметики? Меня папа порол, не педогогично по нонешним временам, но мысли переместились из того места.
Не, я бутылки из под молока по 15 копеек сдавал и в видео салон ходил 
- Наверх
#14
![]()
OFFLINE
ДУКДУК
ДУКДУК
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Из:Ульяновск
Отправлено 04 Февраль 2015 — 23:25
вы мне напишите просто центр сколько будет в цифрах из того какие размеры я вам дал
- Наверх
#15
![]()
OFFLINE
Igor_V
Igor_V
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
- Из:Санкт-Петербург
Отправлено 04 Февраль 2015 — 23:44
А так Вы не могли сделать, можно даже листочек в клеточку использовать
- Наверх
#16
![]()
ONLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 04 Февраль 2015 — 23:50
Говорил мне папа: Выйдет из тебя толк, бестолочь останится.
Не смешите народ, я понимаю современный уровень образования, но не настолько жеж.
Нарисуйте для смеха на бумажке, это правда геометрия, вроде с шестого класса. По пению то хоть пятерка?
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#17
![]()
OFFLINE
ДУКДУК
ДУКДУК
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Из:Ульяновск
Отправлено 04 Февраль 2015 — 23:53
вы все ппц умные вы мне цифру ответ напишите если конечно сами знаете
- Наверх
#18
![]()
ONLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 04 Февраль 2015 — 23:59
Igor_V, я понял так, что ноль на столе и на поверхности.
Берете пузырь, закусь, я вам до микрона расчитаю, хотите интеграл построю. Кстати забавно, можно построить.
Хтож Вас на работу-то принял и не в охрану?
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#19
![]()
OFFLINE
Lodochnik
Lodochnik
- Пол:Мужчина
- Из:Королев
Отправлено 05 Февраль 2015 — 00:21
вы все ппц умные вы мне цифру ответ напишите если конечно сами знаете
Не смог удержаться, поставил плюсик за шедевральную фразу!
P.S. Видно и русский язык в школе прогуливал.
Сообщение отредактировал Lodochnik: 05 Февраль 2015 — 00:22
С уважением, Олег.
- Наверх
#20
![]()
OFFLINE
Igor_V
Igor_V
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
- Из:Санкт-Петербург
Отправлено 05 Февраль 2015 — 00:22
Igor_V, я понял так, что ноль на столе и на поверхности.
Я сам первое сообщение наискосок прочел, у человека горизонтальный шпиндель !
ЗЫ и еще раз наискосок прочел, теперь Ваше сообщение
для Дундука: я картинку выложил, что не понятно, 240 мм общая высота заготовки, диаметр фрезы 40 мм. после касания верха заготовки опускаем на 140 мм и попадаем в центр, а вообще бред такие вопросы, курсовик пишете?
ЗЫ только если вы не в стол вторую точку меряйте!!! деталь на выносе!!!
Ну посмотрите Вы картинку внимательно, там все понятно даже если в стол меряйте.
Сообщение отредактировал Igor_V: 05 Февраль 2015 — 00:35
- Наверх
Разметка окружностей, центров и отверстий
РАЗМЕТКА ОКРУЖНОСТЕЙ, ЦЕНТРОВ И ОТВЕРСТИЙ [c.50]
Разметка центров круглых тел, окружностей и дуг. Центр на торцах цилиндрических деталей находят при помощи циркуля, угольника, центроискателя и других видов разметочных инструментов и приспособлений. Если в заготовках имеются отверстия, то для разметки их центров в отверстие плотно забивают деревянную или алюминиевую пластинку (рис. 38, а). После этого от центра вставки произвольно (штангенциркулем) засекают три точки А, В, С, затем от этих точек этим же штангенциркулем делают [c.39]
Размеры на чертеже плоской детали используют в опытном производстве для индивидуальной разметки по контуру, а в серийном и массовом производствах — для изготовления приспособления штампа или шаблона (копира). При разметке сначала проводят две взаимно перпендикулярные линии — размерные базы, от которых откладывают размеры для заданных элементов контура центров дуг окружностей, центров отверстий проводят вспомогательные размерные базы и т. д. Затем выполняют геометрические построения для нахождения незаданных центров, решают различные задачи на сопряжения проводят дуги, касательные, выполняют сопряжения прямых с дугами окружностей и т. д. [c.91]
Отклонения в размерах при разметке по окружности центров отверстий и расстояний (по хорде) между соседними отверстиями не должно превышать 0,3 мм. Суммарное отклонение расстояний между двумя отверстиями, измеренными последовательно по хордам, не должно превышать 1 мм для Dy<500 мм и 1,5 мм для Dy>600 мм. Допускаемое отклонение по высоте соединительного выступа не более 0,5 мм.
Содержание статьи:
- Назначение центроискателей для фрезерных станков
- Виды центроискателей
- Обзор и сравнение моделей
Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков

Центроискатель на фрезерном станке
Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Для достижения максимальной точности рекомендуется приобрести центроискатель индикаторный, погрешность которого не превышает 0,01 мм.
Виды центроискателей

Индикаторный центроискатель
Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором
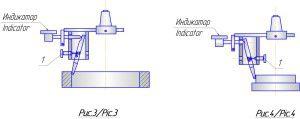
Схема индикаторного центроискателя
Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y. После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки. Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель

Схема оправки-центроискателя
Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический

Оптический центроискатель
Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Обзор и сравнение моделей
| Модель | Тип конуса | Конус центроискателя | Цена, руб |
| 6201-4003-13 | MAS 403 | 40 | 12560 |
| 6201-4003-12 | DIN 69871-A | 50 | 13180 |
| 6201-4003-04 | Конус Морзе | 2 | 13550 |
| 6201-4003-05 | Конус Морзе | 3 | 13740 |
| 6201-4003-10 | DIN 69871-A | 40 | 14010 |
| 6201-4003-18 | DIN 2080 | 50 | 14100 |
| 6201-4003 | ГОСТ 25827-93 исп.3 | 40 | 14470 |
| 6201-4003-16 | DIN 2080 | 40 | 14560 |
| 6201-4003-01 | ГОСТ 25827-93 исп.3 | 50 | 15480 |
| 6201-4003-15 | MAS 403 | 50 | 15850 |
| 6201-4003-07 | Конус Морзе | 5 | 15850 |
| 6201-4003-09 | DIN 69871-A | 30 | 15850 |
Главная / Фрезерный станок с ЧПУ / Привязка Детали На Фрезерном Станке С Чпу
Привязка детали на станке с чпу — это согласование системы координат станка с системой координат заготовки. Этот этап наладки станка с ЧПУ является наиболее ответственным. Такое согласование систем координат еще называется размерная привязка. Размерную привязку начинают с выбора системы координат заготовки. При выборе осей координат для деталей, имеющих оси симметрии, их рекомендуется принимать и за оси координат, что целесообразно для упрощения расчета координат опорных точек.
За координаты фрезерного станка с ЧПУ, в несимметричных деталях, принимаются базовые линии чертежа, от которых задается большинство размеров деталей. В качестве нулевой точки (начало координат) заготовки можно принять пересечение взаимно перпендикулярных поверхностей (рис. 1, а), центр обработанного отверстия (рис. 1, б), центр симметрии (рис. 1, в). Желательно, чтобы нулевая точка детали лежала на оси симметрии. При отсутствии такой точки на чертеже детали нулевую точку принимают за пределами этой детали, например, центр установочного штыря на приспособлении (рис. 1, г).

Рис. 1. Выбор осей координат детали для привязки: а – точка пересечения взаимно перпендикулярных плоскостей; б – центр обрабатываемого отверстия; в – центр симметрии; г – центр установочного штыря
Важное значение для точности обработки имеет ориентация зажимного приспособления относительно стола станка. Столы фрезерных станков, как правило, имеют три Т-образных паза. Средний паз стола выполнен точно и служит для базирования приспособления в продольном направлении (координата Х). Два крайних паза стола используются для закрепления приспособления. В середине среднего паза имеется посадочное отверстие для установки центрирующего пальца. Принципиальные схемы ориентации зажимного приспособления относительно стола показаны на рис. 2. На рис. 2, а показана схема ориентации приспособления с помощью двух сухарей и центрального паза стола.
Установочный штырь приспособления предназначен для базирования деталей. На рис. 2, б показана схема ориентации приспособления относительно оси симметрии стола.

Рис. 2. Схема ориентации зажимного приспособления на столе станка: а – по продольному пазу и упору, б – по продольному пазу и центральному отверстию
Для выполнения размерной привязки детали на станке с чпу обычно используются индикаторные центроискатели, рычажного (рис. 3, а) или часового (рис. 3, б) типа.
При необходимости совмещения оси шпинделя 5 с вертикальной осью стола 1 в его отверстие устанавливают штырь-эталон 2, а в шпиндель – коническую оправку 4 центроискателя. В наладочном режиме работы станка путем продольного и поперечного перемещения стола добиваются соосного расположения шпинделя и штыря с последующим контролем этого положения «методом обката» измерительного наконечника–индикатора 3 относительно штыря. При этом на экране монитора должны высвечиваться значения координат стола: X0, Y0.
Аналогичным методом можно выполнить привязку произвольно установленной на столе детали к системе координат станка. Для этого в детали предварительно растачивается отверстие, в которое затем устанавливают штырь-эталон. После совмещения оси штыря с осью шпинделя нажимом кнопок коррекции 0X, 0Y на пульте оператора включают индикацию координат X и Y. Считанные с монитора значения координат затем набирают на корректорах 0X и 0Y и вводят в память УЧПУ с противоположным знаком. Таким образом, в память УЧПУ вводят координаты оси расточенного отверстия относительно нуля станка. При этом на экране монитора значения координат X и Y обнуляются и ось отверстия можно принять за начало отсчета координат X и Y – ноль программы.

Рис. 3. Типовые схемы размерной привязки детали к станку: а – с помощью центроискателя, б – с помощью эталонной оправки, закрепленной в шпинделе станка, в – с помощью эталонной оправки и набора плоских эталонных мер
Если в качестве ”0” программы принята ось или линия пересечения двух взаимно перпендикулярных плоскостей, то эту ось можно определить с помощью оптического центроискателя (рис. 3, б) совместив его перекрестия с плоскостями проекций. Обычно в качестве таких плоскостей или поверхностей выбирают две предварительно обработанные технологические базы детали.
Совмещение оси шпинделя с центром установочного штыря может производиться также при помощи оптического центроискателя.
На торце штыря нанесены пересекающиеся взаимно-перпендикулярные риски-диаметры. Штырь подводят под объектив центроискателя и контролируют по окуляру совпадение контрольных рисок окуляра с рисками на штыре.
После совмещения центра штыря с осью шпинделя нажимом кнопок «0Х» и «0Y» на пульте включают индикацию положения оси шпинделя относительно нуля станка. Прочитанное значение индикации набирают на корректорах 0Х и 0Y (расположение на технологическом пульте) с противоположным знаком. Таким образом, в “память” УЧПУ вводятся расстояния от нуля станка до оси шпинделя X0 и Y0, которые автоматически будут суммироваться с координатами опорных точек эквидистанты при прохождении программы.
Привязка координат детали на станке с чпу к системе координат самого станка может быть выполнена с помощью эталонной оправки, закрепленной в шпинделе станка и набора плоских эталонных плиток. Схема такой привязки показана на рис. 3, в.
В операционных станках с ЧПУ, с горизонтальной компоновкой шпиндельного узла и поворотным столом, необходимо выполнить согласование трех систем координат:
- шпиндельного узла (Xи, Yи, Zи),
- обрабатываемой детали (Xд, Yд, Zд),
- поворотного стола (X, Y, Z).
Принципиальная схема для организации связей различных систем координат показана на рис. 4. Такое согласование производится изложенным выше методом привязки.
Перед началом работы станка по управляющей программе оператор выводит стол с заготовкой и вершину каждого инструмента в исходную точку “0”, от которой программируются все перемещения инструментов. Затем он считывает необходимые координатные перемещения с экрана дисплея и выводит их в соответствующий массив памяти УЧПУ.

Рис. 4. Система координат многооперационного станка
Приспособления для базирования детали как часть процесса привязки
Приспособления, используемые для закрепления заготовок, обрабатываемых на станках с ЧПУ, должны отличаться высокой точностью, жесткостью и виброустойчивостью. Конструкция приспособления должна позволять быстро сориентировать его по отношению к системе координат станка, а также быстро переналадить его для обработки другой заготовки. Приспособление должно обеспечивать минимальное время установки и снятия детали. Детали приспособления не должны препятствовать подходу режущего инструмента к поверхностям детали.
Указанным требованиям в значительной степени отвечают приспособления сборно-разборные (СРП) и универсально–сборные (УСП). При обработке деталей на станках с ЧПУ очень важно правильно ориентировать контур обрабатываемой детали относительно нулевой точки станка и его координатных осей. Это важно знать для качественного выполнения привязки детали на фрезерном станке с чпу.